 Evolution - EVO-10 Lite
Evolution - EVO-10 LiteEVO-10 Lite: ход 1020 мм, шпиндель 10 000 об/мин, магазин 24 поз., готов к работе
 Evolution - EVO-5
Evolution - EVO-5Evolution EVO-5: компактный вертикальный центр 500×300×400 мм, шпиндель 10000 об/мин, магазин 12 позиций.
 Evolution - EVO-7 Lite
Evolution - EVO-7 LiteКомпактный вертикальный центр EVO-7 Lite: ход 760 мм, шпиндель 10000 об/мин, магазин 24 инструмента
 Evolution - TC7
Evolution - TC7Evolution — TC7: ход 700 мм, шпиндель 12 000 об/мин, 21 инструмент, быстрые подачи 48 м/мин.
 Evolution - WPR400
Evolution - WPR400Evolution — WPR400: универсальный фрезерный станок X400 Y300 Z390, ISO40, 50–2000 об/мин, точность и компактность
 Evolution - EVO-15
Evolution - EVO-15Фрезерный центр Evolution EVO-15 с ходом 1500 мм и шпинделем 10 000 об/мин для тяжёлых деталей до 1500 кг
 DMG MORI DMF 180-7 (Б/У 2016 г.)
DMG MORI DMF 180-7 (Б/У 2016 г.)Пятикоординатный центр DMG MORI DMF 180-7 (2016) с ходом Y 700 мм, шпинделем до 18000 об/мин и магазином на 30 инструментов.
 BLIN - BLC3020
BLIN - BLC3020Компактный фрезерный станок BLIN — BLC3020 для высокоточной обработки малых деталей и прототипирования.
 Evolution - DM2516
Evolution - DM2516Портальный обрабатывающий центр 2500×1600 мм, шпиндель 6000 об/мин, магазин 60 позиций
 Обрабатывающий центр с ЧПУ ULV-200 от CONPROFE
Обрабатывающий центр с ЧПУ ULV-200 от CONPROFEОбрабатывающий вертикальный центр с ЧПУ ULV-200 с 5 осями.
 Hyundai WIA - i-CUT400T
Hyundai WIA - i-CUT400THyundai WIA i-CUT400T: компактный ВМЦ для высокоточной обработки с быстрым шпинделем 10000 об/мин и магазином на 20 инструментов.
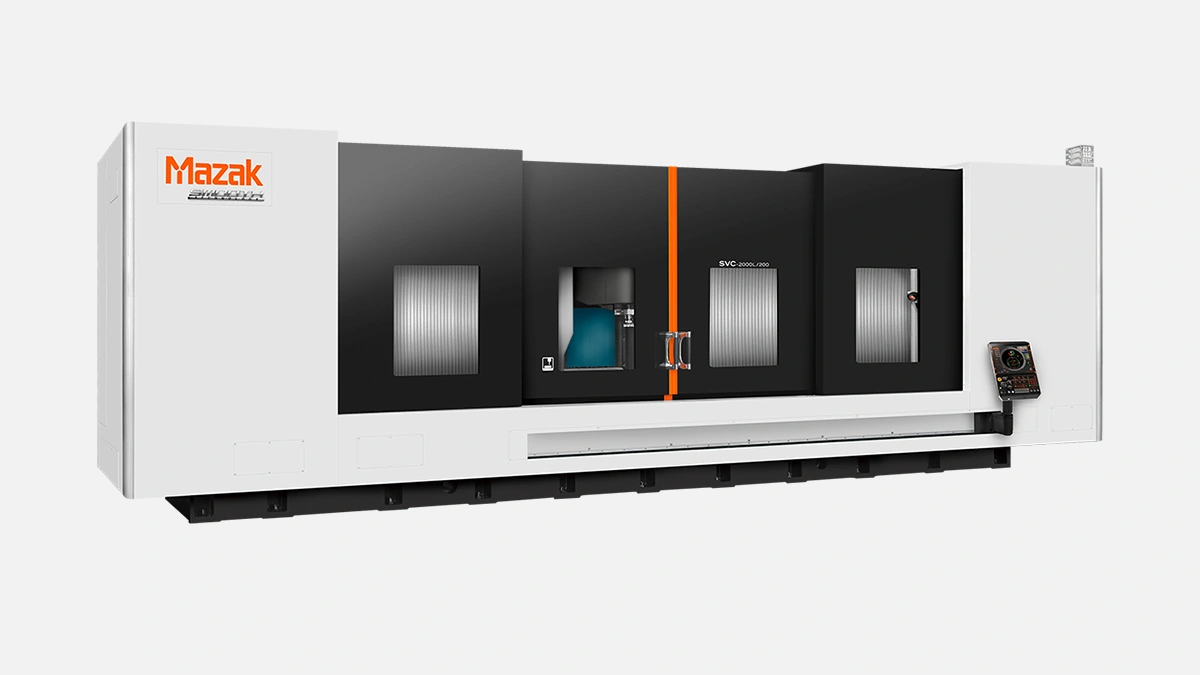 Mazak - SVC-2000L/120
Mazak - SVC-2000L/120Мощный вертикальный обрабатывающий центр Mazak SVC-2000L/120 для высокоточной обработки крупногабаритных деталей.
 Mikron - HPM 600U
Mikron - HPM 600UУниверсальный 5-осевой обрабатывающий центр Mikron HPM 600U обеспечивает высокоточную и производительную обработку сложных деталей.
 Mikron - HSM 400
Mikron - HSM 400Высокоскоростной обрабатывающий центр Mikron — HSM 400 для точной и эффективной обработки сложных деталей.
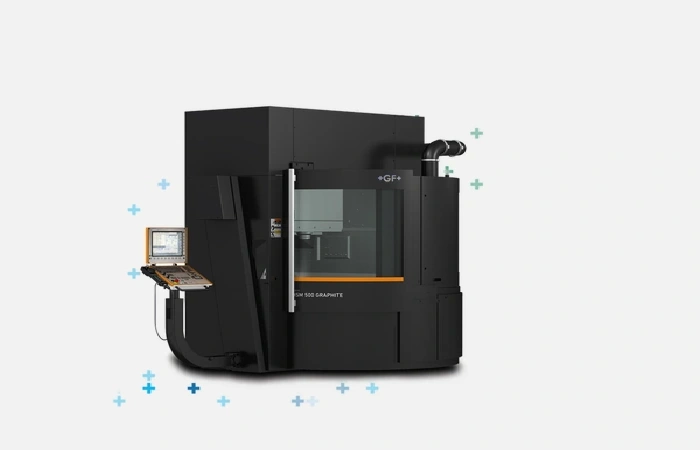 Mikron - HSM 500
Mikron - HSM 500Высокоскоростной фрезерный станок Mikron HSM 500 обеспечивает исключительную точность и производительность для сложных задач.
Фрезерные обрабатывающие центры — ключевой элемент высокоточного и серийного металлообрабатывающего производства. Согласно открытым отчетам JMTBA за 2023 год, более 72 % предприятий машиностроения в Азии и Европе перешли на центры с ЧПУ именно этой категории благодаря их способности совмещать операции фрезерования, сверления и растачивания в одном рабочем цикле. Для российских заводов это означает сокращение переналадок, уменьшение количества станков на участке и освобождение цеховой площади, что особенно ценят предприятия оборонного, авиационного и энергетического сектора.
Современный центр строится на массивной литой стойке из высокопрочного чугуна Меhanite, что снижает вибрации и повышает геометрию поверхности заготовки. Шпиндели с крутящим моментом до 250 Н·м разгоняются до 15 000 об/мин на керамических подшипниках, обеспечивая устойчивую работу в цветных сплавах и закалённых сталях. Встроенные линейные направляющие класса P можно встретить в моделях Fanuc RoboDrill и Makino V-Series — они повышают динамику подачи до 60 м/мин без выхода за пределы температурной стабильности ±0,005 °С.
Ниже приведён усреднённый диапазон параметров, встречающийся в каталогах ведущих производителей 2024 года.
| Параметр | Минимум | Максимум |
|---|---|---|
| Перемещения по оси X, мм | 400 | 3 000 |
| Максимальная нагрузка на стол, кг | 250 | 6 000 |
| Мощность шпинделя, кВт | 5,5 | 45 |
| Количество позиций магазина | 16 | 240 |
| Число осей | 3 | 5 |
Разброс значений демонстрирует, что в рамках одной категории могут решаться как задачи изготовления тонкостенных авиационных лонжеронов, так и тяжёлое черновое фрезерование пресс-форм массой несколько тонн.
Интегрированные системы ЧПУ Fanuc 31i-B5, Siemens Sinumerik One и Heidenhain TNC 640 поддерживают цикловую обработку по ISO 14649 STEP-NC, управление наклонными плоскостями и адаптивное подстраивание подачи к твердости заготовки. Опыт Челябинского завода агрегатов показывает, что переход на такие системы позволил сократить время программирования на 18 % и одновременно снизить количество брака на 1,4 % за счёт встроенных функций collision check.
Чтобы раскрыть потенциал электроники, центры комплектуются следующими модулями:
Практика крупнейшего российского производителя редукторов показала, что наличие этих модулей увеличивает фактическую загрузку станка с 58 % до 71 % без привлечения дополнительного персонала.
Перед инвестицией в новое оборудование главному механику следует сверить паспортные характеристики с задачами производства и перспективой расширения номенклатуры. Ниже перечислены критерии, которые чаще всего оказываются критичными.
• Жёсткость шпиндельной группы — определяет возможность чернового съёма до 500 см³/мин на сталях 45 HRC.
• Привод осей — шарико-винтовые пары или линейные моторы. Первые дешевле в обслуживании, вторые дают ускорения 1,2 g.
• Вместимость ATC-магазина — при мелкосерийном выпуске достаточно 30 позиций, а в авиации минимум 120.
• Интерфейс охлаждения шпинделя — сквозной подвод СОЖ под давлением 20–70 бар удваивает срок жизни твердосплавных фрез при глубоком сверлении.
Когда параметры сведены в мастер-лист, важно заложить 10–15 % запаса по мощности и ходу осей. По данным Ассоциации «Станкоинструмент», именно отсутствие резерва чаще всего ограничивает рост производительности в течение первых пяти лет эксплуатации.
Комплексная модернизация участка на основе трёх пятиосевых центров с паллетной системой показала следующие результаты на предприятии «УралТурбосинтез» в 2022 году.
| Показатель | До внедрения | После внедрения |
|---|---|---|
| Средний цикл детали, мин | 47 | 19 |
| Коэффициент использования, % | 54 | 83 |
| Себестоимость, ₽/шт | 3 120 | 1 850 |
| Окупаемость, мес | – | 26 |
Опыт доказывает, что даже при относительно высокой закупочной цене центры окупаются быстрее токарно-фрезерных гибридов благодаря одновременной обработке пяти граней и снижению затрат на межоперационный контроль.
Монтаж одного центра требует фундамент с удельной несущей способностью не менее 3 000 кг/м², стабильное питание ±5 % и температуру цеха 20 ± 2 °С. Для удаления тепла и аэрозолей оптимально сразу предусмотреть замкнутую систему СОЖ с сепарацией микрочастиц. При подключении к ERP следует использовать постпроцессоры, предоставляемые производителем ЧПУ, что исключит ошибки трансляции G-кода.
Пуско-наладка выполняется совместно с сервисной командой изготовителя. Важно получить сертификат калибровки лазерным интерферометром Renishaw XL-80 и акт геометрии по ISO 230-1 — без этих документов дальнейшая гарантия точности будет спорной.
