

 DMG MORI - dmc 1035 v
DMG MORI - dmc 1035 vDMG MORI dmc 1035 v: ход X 1035 мм, шпиндель 12000 об/мин, стол 1000 кг для серьёзной фрезеровки.
 DMG MORI - dmu 50 ecoline
DMG MORI - dmu 50 ecolineDMG MORI dmu 50 ecoline — компактная 5-осевая «рабочая лошадка» для одной установки без лишних затрат.
 DMG MORI CMX 50 U Б/У
DMG MORI CMX 50 U Б/УБ/у 5 осевой центр DMG MORI CMX 50 U для пятисторонней обработки за одну установку
 DMG MORI DMU 65 monoBLOCK Б/У
DMG MORI DMU 65 monoBLOCK Б/УDMG MORI DMU 65 monoBLOCK б/у, 2017, 5 осей, HSK-A63, TNC 640, щуп TS 649 и 3D QuickSET — готов для точной обработки в один установ.
 DMU 75 monoBLOCK Б/У
DMU 75 monoBLOCK Б/УDMU 75 monoBLOCK 2022 с Heidenhain TNC 640, шпинделем 20 000 об/мин и пробной обработкой, готов для серьёзной пятиосевой работы без лишней суеты
 Evolution - GX18-PRO
Evolution - GX18-PROПятиосевой портал 1900×1400×800 мм, шпиндель 24000 об/мин, магазин 60 позиций, грузоподъёмность 6 т.
 Evolution - X500-PRO X800-PRO
Evolution - X500-PRO X800-PROEvolution X500-PRO/X800-PRO — 5-осевые портальные центры с двойным приводом по Y и шпинделем до 18 000 об/мин
 DMG MORI - DMU 65 monoBlock
DMG MORI - DMU 65 monoBlockDMG MORI DMU 65 monoBlock – это высокоточный 5-осевой обрабатывающий центр для комплексных задач фрезерования с исключительной стабильностью.
 DMG MORI - Ultrasonic 20
DMG MORI - Ultrasonic 20DMG MORI — Ultrasonic 20: 5-осевой центр для высокоточной обработки сложных материалов с ультразвуковой технологией.
 DMG MORI - Ultrasonic 50
DMG MORI - Ultrasonic 50DMG MORI Ultrasonic 50 обеспечивает высокоточную обработку хрупких и твердых материалов, гарантируя превосходное качество поверхности.
 DMG MORI - Ultrasonic 65
DMG MORI - Ultrasonic 65DMG MORI Ultrasonic 65: высокоточный станок для обработки сложных материалов с комбинированной технологией ультразвука и фрезерования.
 Фрезерный обрабатывающий центр DT800 от US WHEELER
Фрезерный обрабатывающий центр DT800 от US WHEELERФрезерный 3-х осевой обрабатывающий центр DT800 с ЧПУ.
 Фрезерный обрабатывающий центр EM800A от US WHEELER
Фрезерный обрабатывающий центр EM800A от US WHEELERФрезерный обрабатывающий центр с 3-мя осями EM800A.
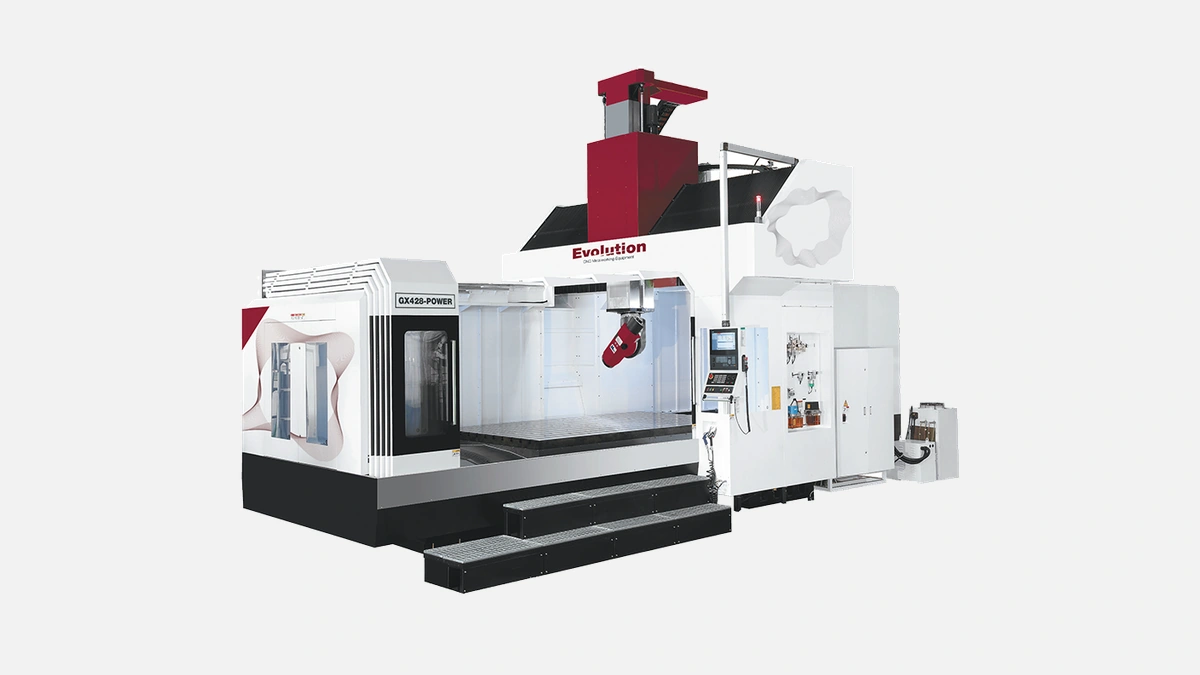 Evolution - GX428-POWER
Evolution - GX428-POWERПортальный 5-осевой центр BT50 с ходом 4,2 м и крутящим моментом 1776 Н·м, грузоподъёмность стола 15 т
 Фрезерный обрабатывающий центр BLIN с ЧПУ BL-B850
Фрезерный обрабатывающий центр BLIN с ЧПУ BL-B850Фрезерный обрабатывающий центр BLIN тяжелой серии BL-B850 с ЧПУ.
 Okuma - GENOS M460V-5AX
Okuma - GENOS M460V-5AXOkuma GENOS M460V-5AX – это высокоточный 5-осевой вертикальный обрабатывающий центр для сложных деталей и высокой производительности.
Фрезерные станки с числовым программным управлением уже давно перешли из разряда дорогих единичных решений в категорию основного производственного фонда. По данным отчёта Gardner Business Media за 2023 год, на средних российских заводах именно фрезерные обрабатывающие центры формируют до 48 % годовой добавленной стоимости, опережая токарные и шлифовальные операции. При прямой интеграции с CAD/CAM-системами время запуска детали в серию сокращается на 25–40 %, что подтверждают практические расчёты пользователей форума chipmaker.ru. Такая экономия крайне заметна при работе с мелкосерийными корпусными деталями и штамповой оснасткой.
Конструктивное исполнение определяет не только габариты, но и специализацию оборудования. Разобраться в разновидностях важно, чтобы не переплачивать за ненужные опции и при этом не упереться в технологический потолок через год эксплуатации.
Вертикальный шпиндель удобен при обработке пластин, плит и лёгких корпусных деталей. Поскольку движение «Z» на таких станках направлено вдоль оси шпинделя, оператор получает свободный доступ к столу, ускоренную наладку и на 15–20 % ниже цену за счёт упрощённой литой базы. По статистике отраслевого портала Metalworking, на вертикальные модели приходится 62 % российских продаж.
Горизонтальный шпиндель облегчает удаление стружки при резке чугуна или стали. Благодаря паллетной системе заготовки можно загружать параллельно с работой, повышая коэффициент смены деталей до 85 %. В корпусном машиностроении прирост производительности по сравнению с вертикальными аналогами достигает 35 %.
При размерах столов 2000×1000 мм и более классическая станина становится нерациональной. Портальная конструкция распределяет массу по обеим стойкам, что увеличивает жёсткость на крутящий момент и позволяет обрабатывать штампы до 20 тонн. Отдельные модели оснащаются двигателями прямого привода на всех осях, что сводит люфт к минимуму и обеспечивает точность позиционирования 5 μm даже при длительных проходах.
Любой каталог изобилует цифрами, однако далеко не все характеристики одинаково влияют на себестоимость детали. Ниже перечислены значения, которые действительно определяют итоговую экономику проекта.
Перед тем как переходить к самим пунктам, важно отметить, что параметры взаимосвязаны. Высокая мощность шпинделя бессмысленна без эффективного охлаждения, а добавить четвёртую ось логично лишь после установки надёжного поворотного стола с сервозажимом.
• Мощность шпинделя. Для обработки алюминия достаточно 5–7 кВт, сталь и титан требуют 15–30 кВт.
• Число осей. Трёхосевой станок актуален для простых пластин, пятиярусный (5-axis) незаменим при крыльчатках, импеллерах и медицинских имплантах.
• Система ЧПУ. Fanuc славится стабильностью, Siemens удобен русскоязычным постпроцессорам, Heidenhain демонстрирует лучшую кинематическую точность на сложных контурах.
• Запас по подаче. Для инструментов Ø10 мм желательна линейная скорость 7–12 м/мин, иначе станок не раскроет потенциал современных твердосплавных фрез.
• Ёмкость магазина инструмента. 24 позиции достаточно для мелкой серийки, кузовные цеха выбирают револьверы на 60–90 позиций, чтобы работать без остановок целую смену.
Отдельно стоит упомянуть температурную стабильность. Станки с гидростатическим охлаждением шпинделя сохраняют расширение в диапазоне ±2 μm, позволяя держать допуски IT6 даже летом, когда цех нагревается до +35 °C.
Рост цен на энергоресурсы и труд заставляет предприятия внедрять роботизированные модули. Современные фрезерные центры поддерживают:
Перед рассмотрением конкретных опций важно подчеркнуть, что степень автоматизации должна соотноситься с объёмом заказа. Слишком сложная система не окупится при разовых проектах, но будет незаменима в массовом производстве.
• Автосмена паллет — сокращает нерабочее время до 90 секунд, позволяя оператору обслуживать сразу два станка.
• Робот-манипулятор для загрузки заготовок — снижает долю ручного труда на 60 %, что особенно актуально при недельных циклах 24/7.
• Датчики вибрации и термоконтроля — предупреждают износ подшипников шпинделя, продлевая межсервисный интервал до 6000 моточасов.
• Облачная телеметрия — даёт главному механику доступ к ОЕЕ-показателям в реальном времени, упрощая планирование нарядов и закупок инструмента.
Опыт российских предприятий, описанный в отчётах МГТУ им. Баумана, показывает, что комплексная автоматизация фрезерного участка окупается в среднем за 18–24 месяца.
Даже внутри одной модельной линейки характеристики могут различаться вдвое, поэтому перед заказом стоит ответить на четыре ключевых вопроса. Они приведены в таблице ниже для удобства, но сначала подчеркнём, что выбранный набор параметров определяет не только разовую цену, но и стоимость владения на протяжении всего жизненного цикла станка.
| Производственная задача | Рекомендуемый тип станка | Оптимальная мощность шпинделя | Необходимые опции |
|---|---|---|---|
| Корпусные детали из стали | Горизонтальный 4-осевой | 18–22 кВт | Паллетная система, ЧПУ Fanuc |
| Штамповая оснастка до 2 т | Портальный 3-осевой | 24–30 кВт | Динамическая компенсация температуры, магазин 60+ инструментов |
| Лёгкие алюминиевые профили | Вертикальный 3-осевой | 5–7 кВт | Воздушное охлаждение, линейные направляющие |
| Импеллеры и крыльчатки | Компактный 5-осевой | 12–15 кВт | Двухосевой поворотный стол, ЧПУ Heidenhain |
Как видно из таблицы, одна и та же мощность шпинделя может оказаться избыточной или, наоборот, недостаточной в зависимости от профиля предприятия. Согласование всех пунктов с технологом и экономистом перед подписанием контракта избавит от многолетних затрат на модернизацию.
Фрезерные станки с ЧПУ позволяют российским заводам переходить от ресурсозатратных методов обработки к высокоточной и предсказуемой технологии, где каждый микрон и каждая минута находятся под контролем. Бренд, представленный в нашем каталоге, делает акцент на литой минералоконочной станине, шпинделях собственного производства с балансировкой G1 и открытой архитектуре ЧПУ, благодаря чему оборудование одинаково охотно покупают как средние инструментальные цеха, так и крупные автомобильные конвейеры. Высокая жёсткость, адаптивное ПО и доступность запасных частей формируют низкую стоимость владения, что напрямую влияет на решение инвесткомитетов промышленных предприятий в пользу именно этого производителя.