Yangli - QC11Y
Yangli - QC11YГидравлические гильотинные ножницы Yangli — QC11Y обеспечивают точную и эффективную резку металла толщиной до 6 мм.
 Yangli - QC12Y
Yangli - QC12YГидравлические гильотинные ножницы Yangli — QC12Y для точной резки листового металла до 6 мм толщиной. Надежность и производительность.
 Durma - VS
Durma - VSDurma VS: точные гидравлические гильотинные ножницы с переменным углом наклона, длина реза до 3100 мм, толщина 6 мм.
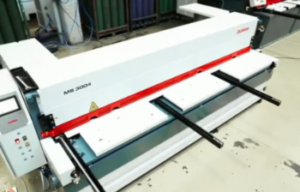
 ermaksan - CNC HGD
ermaksan - CNC HGDВысокоточная гидравлическая гильотина Ermaksan CNC HGD обеспечивает чистый рез и стабильность для обработки листового металла.
 Geka Hydracrop - 80 S
Geka Hydracrop - 80 SУниверсальный гидравлический пресс-ножницы Geka Hydracrop — 80 S для точной обработки металла с пятью рабочими станциями.
Гильотины режут лист за один рабочий ход, при этом верхний нож перемещается по траектории с небольшим углом к плоскости заготовки — обычно 1 — 1,5°. Такое расположение уменьшает удельное усилие резания, снижает износ кромки и позволяет сохранить геометрию листа. Зажимы прижимают металл с удельным давлением 0,3 — 0,5 от силы среза, поэтому кромка выходит ровной, без задиров и выгиба. В отличие от плазменной или лазерной резки, срез не имеет зоны термического влияния и не требует последующего шлифования кромки, что ускоряет переход к гибке или сварке.
Привод формирует как скорость цикла, так и максимальную толщину листа, с которой оборудование справится без дефектов.
Перед таблицей важно подчеркнуть, что производители придерживаются нормативов ГОСТ 14792-80 и ISO 23125, поэтому заявленные усилия и точность проверяются на нагрузочных стендах.
| Тип привода | Доступная толщина, мм | Средняя скорость, ход/мин | Ключевые преимущества |
|---|---|---|---|
| Механический | 0,5 — 6 | 40 — 60 | Высокая цикловая частота, простой сервис |
| Гидравлический | 4 — 25 | 12 — 30 | Постоянный крутящий момент, плавный ход, защита от перегрузки |
| Серво-гидравлический | 0,5 — 16 | 25 — 45 | Экономия энергии до 30 %, точность позиционирования ±0,05 мм |
| Пневматический | 0,5 — 3 | 35 — 50 | Низкая масса, минимальные настроечные операции |
Список показывает, что гидравлическая схема сохраняет лидерство для тяжелого раскроя, тогда как серво-гидравлика востребована на площадках с переменной номенклатурой, где важно сочетать скорость и энергоэффективность.
Выбирая гильотину, главный инженер обращает внимание не только на толщину. В промышленности прижились четыре взаимосвязанных показателя, от которых зависит итоговая маржинальность заказа.
До списка стоит отметить, что все показатели измеряются на заводских тестовых картах и фиксируются в паспорте машины — это упрощает аудит оборудования на этапе закупки.
Детальная проработка этих характеристик на этапе ТЗ исключает простои и последующие доработки, сокращая проектный цикл запуска линии до пяти недель.
Современные модели комплектуются ЧПУ на базе программного ядра Delem или ESA, которое поддерживает импорт DXF и прямую интеграцию с ERP. Это снимает барьер между офисным отделом раскроя и цехом — технолог формирует карту резки в AutoCAD, после чего файл передаётся по сети на контроллер станка.
Ниже приведён перечень модулей, которые чаще всего ставят российские заводы при модернизации парка.
После внедрения даже на старое гидравлическое основание производительность участка возрастает в среднем на 25 — 30 % без расширения штата.
Жёсткость рамы напрямую влияет на точность. Литая станина из серого чугуна марки СЧ25 демпфирует вибрации лучше, чем сварная конструкция, что подтверждено испытаниями ЦНИИТМАШ, где отклонение по прямолинейности не превысило 0,03 мм на четырёхметровой заготовке. Однако при длине реза более шести метров производители переходят на сварную монолитную раму с последующим искусственным старением в вибростенде — так удаётся удержать массу в разумных пределах и сохранить допуски.
Особое внимание уделяется смене ножей. Двух- и четырёхкантовые лезвия из инструментальной стали 6ХВ2С допускают четыре переустановки без перешлифовки, а при использовании азотированной HWS-пластины ресурс возрастает до 120 000 погонных метров реза на толщине 10 мм.
На предприятиях тяжёлого машиностроения гильотины закрывают сразу три задачи — раскрой, калибровку заготовки и подготовку торца под автоматическую сварку. Отсутствие температурной деформации упрощает выставление детали в позиционер, что снижает время сборки.
После списка важно подчеркнуть, что выгода проявляется не только в снижении ручных операций, но и в повышении коэффициента использования листа.
Эти показатели подтверждены числовым анализом на площадках ПАО «Уралмаш» и «СТЗ», где после смены оборудования окупаемость инвестиций составила 14 — 16 месяцев.
Для универсального цеха с годовым объёмом 800 т стали переход от плазменной резки к гидравлической гильотине на толщине 8 мм даёт экономический эффект 3,7 млн рублей в год. Основная статья — сокращение потребления электроэнергии на 64 000 кВт·ч и уменьшение расходных плит на 1,2 т. Даже с учётом стоимости заточки ножей совокупная экономия составляет 18 % годового бюджета раскроя.
Важно, что расчёт выполнялся на тарифах Центрального ФО за 2024 год, а при более высокой цене электроэнергии в Северо-Западном регионе выгода возрастает ещё на 6 %.
Гильотины остаются незаменимым инструментом для быстрого и холодного раскроя листа. Правильно подобранный привод, ЧПУ и система прижимов обеспечивают точность до ±0,05 мм, ресурс ножей свыше 100 000 м и экономию металла до 7 %. Анализ параметров рамы, угла ножа и опций автоматизации позволяет главному инженеру встроить станок в существующий поток без переделки логистики и фундамента.