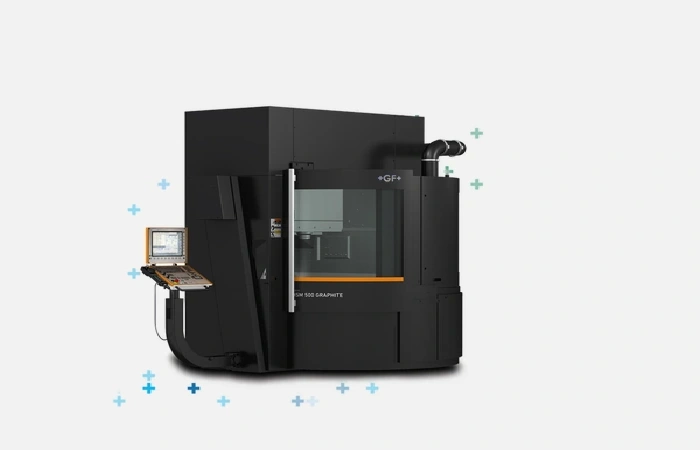
 Mikron - HSM 500
Mikron - HSM 500Высокоскоростной фрезерный станок Mikron HSM 500 обеспечивает исключительную точность и производительность для сложных задач.
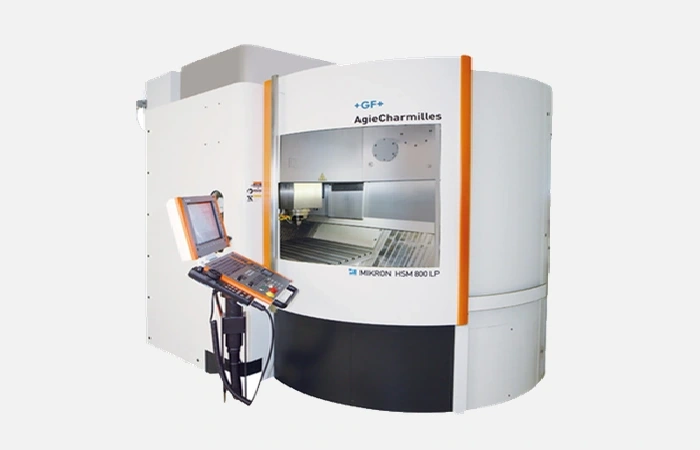 Mikron - HSM 800
Mikron - HSM 800Высокоскоростной обрабатывающий центр Mikron HSM 800: точная фрезеровка сложных форм со скоростью до 36 000 об/мин.
Горизонтально расположенный шпиндель обеспечивает свободный отвод стружки вниз, поэтому инструмент дольше сохраняет геометрию режущей кромки и реже требует переустановки. Числовое программное управление автоматизирует подачу, изменение инструмента и поворот паллет, позволяя обрабатывать несколько сторон детали за один установ. Как отмечается в годовом отчёте Ассоциации «Станкоинструмент» 2023 года, именно многосторонняя обработка без ручного перезакрепления остаётся ключевым фактором роста спроса на горизонтальные центры в России.
Основание из высокопрочного чугуна или полимербетона гасит вибрации, а коробчатые направляющие по оси Z выдерживают тяжёлое фрезерование без потери геометрии. Большинство моделей оснащается двухпаллетным сменщиком, который выполняет загрузку заготовки параллельно резанию — это повышает чистое время резания до 90 % смены. Дополнительную жёсткость обеспечивает шпиндельный узел с коником 40 или 50 ISO, причём на станках тяжёлого класса момент резания достигает 1 000 Н·м. Согласно каталогу Makino 2024, усиленные подшипники шпинделя позволяют держать радиальное биение не более 2 мкм при 10 000 об/мин.
До выбора конкретной модели техдиректор оценивает диапазон ходов, мощность шпинделя и ёмкость магазина инструмента. Оптимальное сочетание параметров ускоряет серию и убирает узкие места в цепочке операций.
Перед анализом сводки предпочтительно сверить паспортные данные, поэтому далее приведены усреднённые величины для станков рабочего класса 500 × 500 мм:
Продолжить чтение после таблицы, так как сами цифры расскажут не всё о поведении станка в реальном цехе.
| Параметр | Типовое значение | Источник данных |
|---|---|---|
| Перемещения X / Y / Z | 800 / 700 / 800 мм | Брошюра DN Solutions NHX 5500 |
| Расчетная подача | до 60 м/мин | Релиз Heidenhain TNC 640 |
| Ускорение осей | 0,7 G | Siemens Motion Control Report |
| Точность позиционирования | ±0,005 мм | Протокол VDI 3441 |
| Число позиций ATC | 60–120 | Каталог JTEKT FH-S |
Абсолютная точность зависит от термостабилизации. В станках последнего поколения применяются датчики термодеформации, которые корректируют положение осей в реальном времени. Испытания Челябинского ЦСМ показали удержание геометрии корпуса редуктора в пределах 8 мкм при перепаде температуры окружающей среды 10 °C.
Скоростные подвижки до 60 м/мин экономят холостой ход, однако чистое время резания задаётся мощностью и жёсткостью шпинделя. На сталях 42CrMo4 под подачу 0,25 мм/зуб современные фрезы Ø63 мм снимают до 7 л/мин стружки без вибраций. «. Это критично для блоков цилиндров и корпусов турбин, где внутренние окна должны совпадать по осям.
Горизонтально-фрезерные центры востребованы там, где деталь массивна, многогранна и дорого закреплять несколько раз. В отчётах компаний Ростех и ОАК указывается, что до 40 % времени на механообработке авиационных кронштейнов уходит именно на переналадку. Один станок с ЧПУ решает эту задачу поворотным столом с шагом 1 °.
Такие центры применяют:
Перед перечислением стоит подчеркнуть, что список отражает лишь основные отрасли, фактическое применение шире.
• Производство корпусных деталей редукторов и картеров
• Изготовление пресс-форм под литьё под давлением
• Обработка силовых блоков судовых дизелей
• Серийное точение алюминиевых рам электроинструмента
Перечень можно дополнить транспортным машиностроением и энергетическим приборостроением, где важны гнезда под подшипники и посадочные поверхности с H7.
Закрывая тему, заметим, что каждая отрасль предъявляет свои требования к ЧПУ — от поддержки 5-сторонней обработки до интерфейса для MES-систем.
Переход с вертикальных центров даёт экономию на вспомогательном времени и инструменте. Средняя загрузка станка, измеренная на заводах Госкорпорации «Росатом», выросла с 58 % до 81 % после внедрения горизонтального сектора, что позволило отказаться от трёх старых обрабатывающих групп.
Ниже представлены основные финансовые эффекты, но важно рассматривать их в связке с ценой владения в течение 10 лет.
Перед вами список, который поможет аргументировать инвестицию перед финансовым директором.
После внедрения горизонтального центра процент незапланированных простоев падает, потому что паллет-пул позволяет обслуживать шпиндель без остановки всей линии.
Тщательный выбор модели предотвращает узкие места при запуске поточной линии. Главный инженер оценивает не только технические паспортные данные, но и доступность сервисных инженеров и оригинальных комплектующих.
С целью структурировать задачу ниже приведён набор критериев, проверенных на практике предприятий оборонного комплекса.
Важно вернуться к вопросу обучения, так как сложность постпроцессоров требует квалификации CAM-программиста, иначе часть возможностей станка останется невостребованной.
Горизонтальные центры часто становятся ядром гибких производственных систем. Поставщики ЧПУ Fanuc и Siemens в версиях 2024 года предлагают модули для прямого подключения к AGV-тележкам и складским лифтам. На Челябинском тракторном заводе четыре НМЦ объединены с сортировщиком паллет, что дало непрерывную работу 72 ч по неподконтрольной программе Lights-Out.
Для бесперебойной связи применяется сеть Profinet, а мониторинг ведётся через платформу MindSphere. Согласно отчёту Siemens Smart Factory 2023, это снизило аварийные простои на 15 %.
CAM-пакеты NX CAM и PowerMill поддерживают автоматическую генерацию 4-осевых траекторий с учётом оставшейся стружки. При программировании глубоких карманов полезна функция Adaptive Machining, которая оптимизирует нагрузку на инструмент и снижает износ на 20 % по данным испытаний компании Sandvik Coromant.
Функция Dynamic Fixture Offset в контроллерах Fanuc 31i-B позволяет компенсировать погрешности базирования pallete и исключает ручной ввод поправок. Это особенно актуально при работе с чугунными отливками, где отливка может иметь разброс до 2 мм.
Большинство российских предприятий выбирают станки брендов DMG MORI, Makino и Grob за высокую стабильность шпиндельного узла, открытые интерфейсы и развитую сервисную сеть. Эти качества снижают общий риск простоя и делают оборудование привлекательным для автокомпонентных заводов, авиационных производств и энергетических холдингов, где каждое незапланированное час-остановка исчисляется сотнями тысяч рублей.