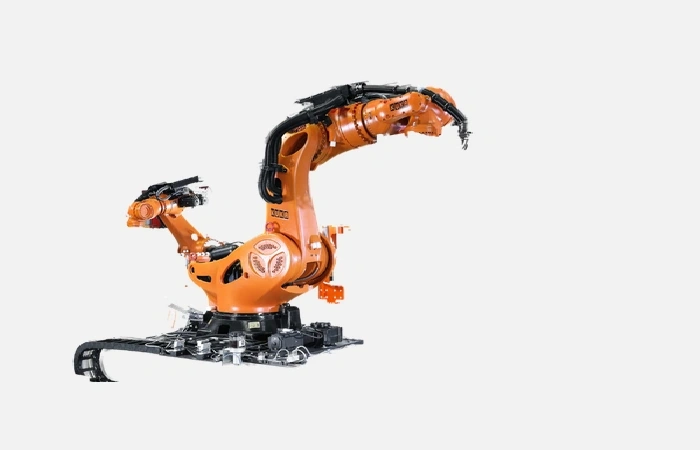
 KUKA - KR 1000 Titan
KUKA - KR 1000 TitanKUKA KR 1000 Titan: Самый мощный серийный робот KUKA. Поднимает до 1000 кг, вылет 3200 мм. Для самых тяжелых промышленных задач.
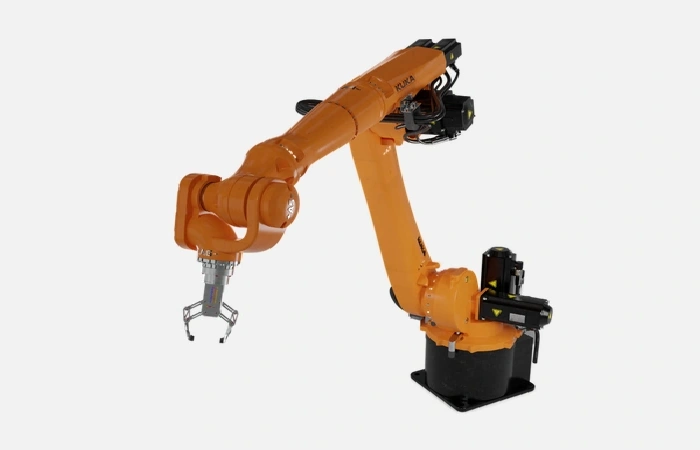
 KUKA - KR 120 R2700 extra
KUKA - KR 120 R2700 extraРобот KUKA KR 120 R2700 extra предлагает 120 кг полезной нагрузки и радиус 2696 мм для точных операций в производстве.
 KUKA - KR 16 R2010
KUKA - KR 16 R2010KUKA KR 16 R2010: Высокоточный робот с вылетом 2010 мм и нагрузкой 16 кг для универсальных промышленных задач.
 KUKA - KR 210 R2700 prime
KUKA - KR 210 R2700 primeKUKA KR 210 R2700 prime: надежный 6-осевой робот с грузоподъемностью 210 кг и вылетом 2700 мм для тяжелых промышленных задач.
 KUKA - KR 360 FORTEC
KUKA - KR 360 FORTECМощный робот KUKA KR 360 FORTEC для тяжёлых нагрузок до 360 кг. Обеспечивает высокую точность и надёжность в промышленных задачах.
 KUKA - KR 500 FORTEC
KUKA - KR 500 FORTECМощный KUKA KR 500 FORTEC: 500 кг полезной нагрузки и 2850 мм радиус действия для тяжелых промышленных задач.
 KUKA - KR 6 R700 sixx
KUKA - KR 6 R700 sixxКомпактный робот KUKA KR 6 R700 sixx для точных задач с грузоподъемностью 6 кг и вылетом 706 мм, идеален для сборки.
 KUKA - KR 60 HA
KUKA - KR 60 HAKUKA KR 60 HA обеспечивает высокоточное выполнение задач с полезной нагрузкой до 60 кг, идеален для автоматизации производства.
KUKA - KR 70 R2100 IONTECKUKA KR 70 R2100 IONTEC – универсальный робот с грузоподъемностью 70 кг и вылетом 2100 мм для точных производственных задач.
 KUKA - KR 700 PA
KUKA - KR 700 PAРобот KUKA KR 700 PA для высокоскоростной паллетизации тяжёлых грузов до 700 кг. Оптимизирован для логистики и производства.
 KUKA - KR QUANTEC K
KUKA - KR QUANTEC KKUKA KR QUANTEC K: Высокопроизводительный робот для широкого спектра задач, обеспечивающий точность и надежность в производстве.
Коллаборативные роботы уже несколько лет показывают самые высокие темпы роста в промышленной автоматизации, а по данным отчёта IFR за 2023 год на долю коботов приходится 9 % всех установленных промышленных манипуляторов. В металлообрабатывающем секторе они закрывают как минимум три хронические проблемы — дефицит операторов, необходимость гибкого переналадочного производства и жёсткие требования к стабильности качества. В отличие от классических шестиосевых роботов, коботы из-за сниженной массы и встроенных датчиков крутящего момента монтируются прямо к станине токарного или фрезерного центра без массивных ограждений, поэтому площадь участка сокращается до 30 %.
Практика российских предприятий показывает, что 80 % задач для коботов в металлообработке сводятся к обслуживанию ЧПУ-станков, отделке поверхности или сборке корпусных изделий. При работе в ячейке с обрабатывающим центром робот выполняет цикл «открыть дверцу — выгрузить деталь — сдув стружки — загрузить заготовку — закрыть дверцу» менее чем за 20 с, тем самым уравнивая фактическое время резания с паспортным.
Перед перечислением ключевых процессов стоит подчеркнуть, что кобот остаётся универсальным инструментом, поэтому после переналадки он так же успешно решает вспомогательные операции шлифовки и маркировки.
— загрузка и выгрузка деталей из токарных и фрезерных обрабатывающих центров
— зачистка литейных заусенцев и автоматическое шлифование сварных швов
— прецизионная сборка редукторов и актуаторов с контролем момента
— визуальный контроль геометрии через камеру высокого разрешения
На практике смена оснастки осуществляется за пять минут, что критично при мелкосерийных заказах. Благодаря этому кобот остаётся загруженным более 85 % времени смены.
Современные коллаборативные роботы используют абсолютизированную систему приводов с полым валом, что повышает жёсткость кисти и упрощает прокладку пневматических и электрических коммуникаций внутри манипулятора. Дополнительно производители встраивают силомоментные датчики в каждый редуктор, и при контакте с человеком робот реагирует за 0,01 с, ограничивая остаточное усилие до 150 Н — порог, установленный ГОСТ ISO/TS 15066-2019.
Наличие открытых протоколов URScript, CRX-API или FANUC FSU упрощает прямое подключение к Siemens Sinumerik и Heidenhain. Это позволяет выстроить единое поле данных и видеть загрузку ячейки в MES-системе предприятия, что важно при пооперационной калькуляции себестоимости.
Суммарная стоимость владения коботом включает покупную цену, комплект захватов, программное обеспечение и энергию. При трёхсменной работе загрузка/выгрузка деталей окупает инвестицию в среднем за 11,2 месяца, а при добавлении второй операции (дебюрринг) срок сокращается до 8 месяцев. Для сравнения классический промышленный робот в аналогичной конфигурации окупается не ранее 18 месяцев из-за затрат на ограждения и внешнюю систему безопасности.
Перед тем как перейти к техническим критериям выбора, стоит заметить, что большинство предприятий используют модель лизинга, что снижает начальную нагрузку на бюджет.
Паспортная грузоподъёмность коботов для металлообработки колеблется от 3 кг до 20 кг. Инженеры рекомендуют закладывать запас 25 %, чтобы учесть массу переходной плиты и пневмозахвата. При превышении нагрузки у робота падает динамика, а время цикла удлиняется до 15 %.
Длина руки 900-1300 мм закрывает большинство вертикальных обрабатывающих центров с рабочим столом до 600 мм. Чем короче плечо, тем выше повторяемость позиционирования и меньше инерция. Для токарных станков с загрузкой через переднюю дверцу часто достаточно радиуса 800 мм.
Поддержка протоколов ProfiNet, Modbus TCP и Ethernet/IP становится обязательной, так как именно через них организуют связь с ЧПУ. Чем шире пакет встроенных функций машинного зрения, тем меньше внешних контроллеров понадобится для сортировки заготовок произвольной ориентации.
Сначала проводится проверка траекторий виртуально в Offline-среде, дальше создаётся инженерный образец со всеми захватами и только после пилотного выпуска партия из пяти роботов ставится на линию. Такой каскад снижает риск простоя станочного парка до статистически незначимого уровня — менее 0,5 %.
В России действует свод правил СП 518.1325800.2020, который дублирует требования ISO 10218 и ISO/TS 15066. Для коботов достаточно ввести режим безопасного останова STO и ограничение скорости до 250 мм/с при работе в одном пространстве с человеком. Дополнительный сканер зоны иногда нужен только на отражающих поверхностях или там, где деталь весит более 10 кг.
Перед сравнением стоит уточнить, что все приведённые данные взяты из открытых паспортов производителей и протоколов испытаний на российских площадках.
После выбора класса остаётся только уточнить совместимость захватов со стандартом ISO 9409-1-50-4-M6.
По совокупности параметров коботы Universal Robots, Fanuc CRX и Yaskawa HC обеспечивают наибольшую библиотеку готовых плагинов для систем ЧПУ, а это напрямую влияет на скорость запуска и стоимость интеграции. Предприятия малого и среднего машиностроения выбирают их за низкий входной порог и возможность переставлять робота между участками без перекалибровки, тогда как крупные заводы ценят расширенные функции безопасного ограничения силы и встроенную диагностику по OPC-UA, которая упрощает переход к концепции цифрового цеха.