 TRUMPF - TruMatic 3000 fiber
TRUMPF - TruMatic 3000 fiberTRUMPF TruMatic 3000 fiber: компактный комбинированный станок для высокоскоростной лазерной резки и мощной пробивки металла. Идеален для комплексных задач.
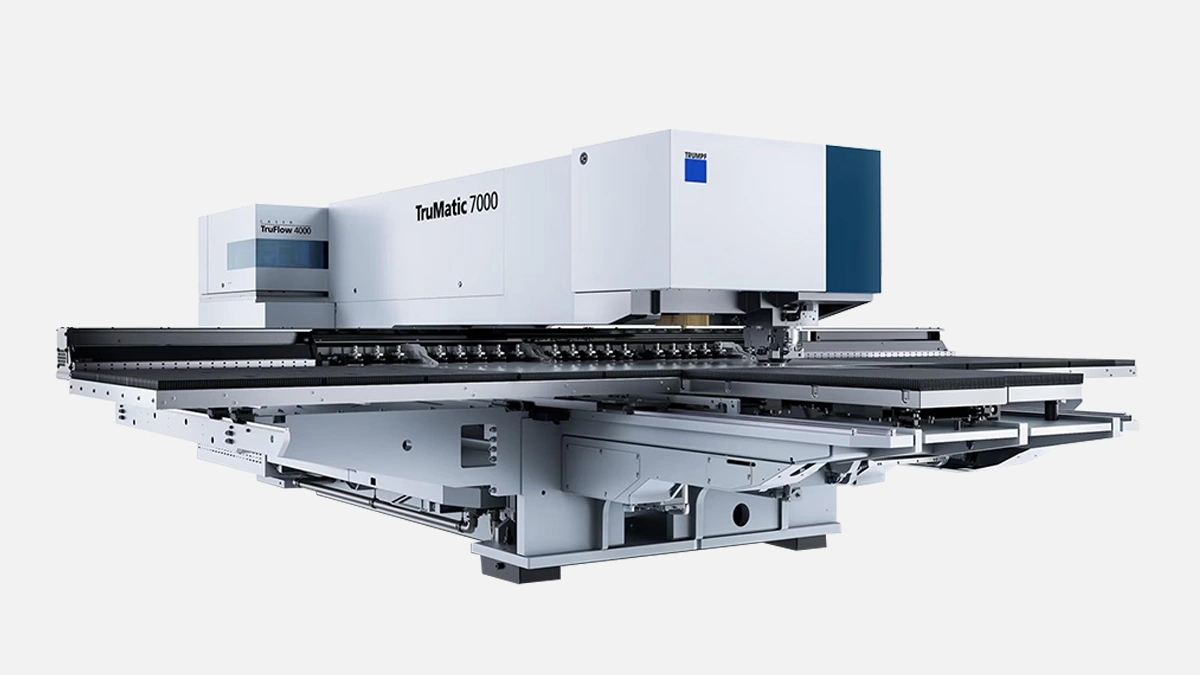 TRUMPF - TruMatic 7000
TRUMPF - TruMatic 7000TRUMPF TruMatic 7000: Комбинированный станок для пробивки и лазерной резки. Высокая производительность и точность для металлообработки.
Комбинированные лазер-прессы соединяют в одном корпусе волоконный или СО₂-лазер и координатно-револьверный пресс. Лист один раз прижимается щётчатыми прижимами и уже не покидает зону обработки до завершения всех операций. Лазер отвечает за криволинейную контурную резку, микроперемычки и фасонные вырезы, а пресс — за быстрое штампование отверстий, формообразование, накатку резьбы и технологические отбортовки. Смена режима происходит автоматически, управляющая система сама выбирает оптимальную последовательность по данным CAM-проекта, что уменьшает холостой ход станка.
Практика показала, что совмещение двух технологий сокращает общий такт изготовления детали в среднем на 25 – 40 % по сравнению с обработкой на двух раздельных станках (данные AMADA Technical Report, 2023). Дополнительная выгода — исключение крана или стеллажей между участками, что особенно важно для цехов в пределах 1 000 – 1 500 м².
Перед перечислением важно отметить, что в условиях серийного и мелкосерийного производства время переналадки и внутрицеховая логистика влияют на себестоимость сильнее, чем цена самого оборудования. Именно поэтому рынок комбинированных машин растёт на 7 % в год (аналитика Research & Markets, 2024).
Набор этих преимуществ особенно заметен в компаниях, где одновременно идут мелкие заказы и периодические длинные серии. После внедрения комбинированного пресса большинство производств отчитываются о снижении внешнего брака на 30–50 %.
Даже внутри одной категории характеристики машин различаются. В таблице собраны усреднённые данные по популярным моделям 2023 / 2024 годов, чтобы читателю было проще сопоставить их со своими техусловиями.
| Параметр | Типовое значение | Комментарий для расчёта |
|---|---|---|
| Мощность волоконного лазера | 3–6 кВт | Резка стали до 10 мм без азота |
| Усилие пробивки | 200–300 кН | Достаточно для штампов Ø 88 мм в 3 мм нержавейке |
| Ёмкость револьвера | 196–300 станций | Включая индексируемые c-образные и роликовые инструменты |
| Макс. скорость осей | 150 м/мин | Совместная скорость резки и позиционирования |
| Погрешность позиционирования | ±0,03 мм | Сертифицировано по ISO 230-2 |
Показатели подтверждены паспортами производителей Trumpf TruMatic, AMADA EM-LC и Prima Power Combi Genius. При планировании техпроцесса обязательно сверяйте толщины, потому что ограничение по лазеру и по прессу может различаться.
Опыт эксплуатационщиков показывает, что при покупке комбинированного пресса в первую очередь оценивают не цену, а соответствие конкретному портфелю заказов. Ниже приведены основные вопросы, которые стоит задать себе до коммерческого запроса.
Ответы на эти вопросы позволят избежать покупки избыточно дорогой конфигурации и сразу закладывать расширяемость. После ввода в эксплуатацию доукомплектовать станок мощнее лазерным источником зачастую дороже, чем предусмотреть это при заказе.
Снижение цикла — только часть выгоды. В реальных финансовых моделях часто недооценивают экономию на инструменте. Лазер способен взять на себя до 70 % сложных контуров, снижая износ пробивных матриц. Для цеха, который ежемесячно меняет 20–25 пуансонов Ø 10–20 мм стоимостью 6 000 руб. каждый, годовая экономия может составить 1,5–1,8 млн руб.
Вторая статья экономии — стоимость покраски брака. Отсутствие повторного базирования снижает перекосы, а значит меньше шпаклёвки и повторной окраски для лицевых панелей электрических шкафов. Один крупный производитель НКУ из Подмосковья зафиксировал падение перерасхода порошковой краски на 12 % после перехода на комбинированную технологию.
Электротехнические корпусы — самая частая задача. Пуансон делает вентиляционные решётки и резьбовые бонги, лазер вырезает дверь с петлевой линией сгиба без смены ориентации. Время на деталь 600 × 800 мм из 1,5-мм оцинковки сократилось с 2,6 до 1,4 минуты при партии 500 штук.
В автомобилестроении комбинированные прессы давно применяются для кронштейнов кузовных элементов из нержавейки AISI 304 толщиной 2 мм. Лазер формирует наружный контур, пресс — штампует ряд одинаковых посадочных отверстий под сварочные гайки. Это сочетание уменьшает тепловую нагрузку и сохраняет плоскостность детали без дополнительного правки.
Для HVAC-систем машины ценны функцией роликовой резки, которой выкраиваются длинные прорези под фланцевые соединения. Лазер при этом выполняет только торцевую подрезку, тем самым ресурс резонатора тратится экономно.