 TRUMPF - TruMatic 1000-1300 fiber (K07) (FMC) Б/У
TRUMPF - TruMatic 1000-1300 fiber (K07) (FMC) Б/УЛазер TruMatic 1000-1300 fiber Б/У, 3 кВт, 2500×1250 мм, автоматизация FMC
 TRUMPF - TruMatic 3000 fiber
TRUMPF - TruMatic 3000 fiberTRUMPF TruMatic 3000 fiber: компактный комбинированный станок для высокоскоростной лазерной резки и мощной пробивки металла. Идеален для комплексных задач.
 TRUMPF - TRUMATIC 6000 L - 1300 (K01) Б/У
TRUMPF - TRUMATIC 6000 L - 1300 (K01) Б/УКомбинированный лазер-штамповочный TRUMATIC 6000 L 3200 Вт Б/У, рабочее поле 2585×1280 мм, точность ±0,1 мм.
 TRUMPF - TruMatic 6000-1600 (K01) (FMC) Б/У
TRUMPF - TruMatic 6000-1600 (K01) (FMC) Б/УКомбинированная TruMatic 6000-1600 Б/У: лазер 3,2 кВт + штамповка 180 кН, рабочая зона 3 × 1,6 м
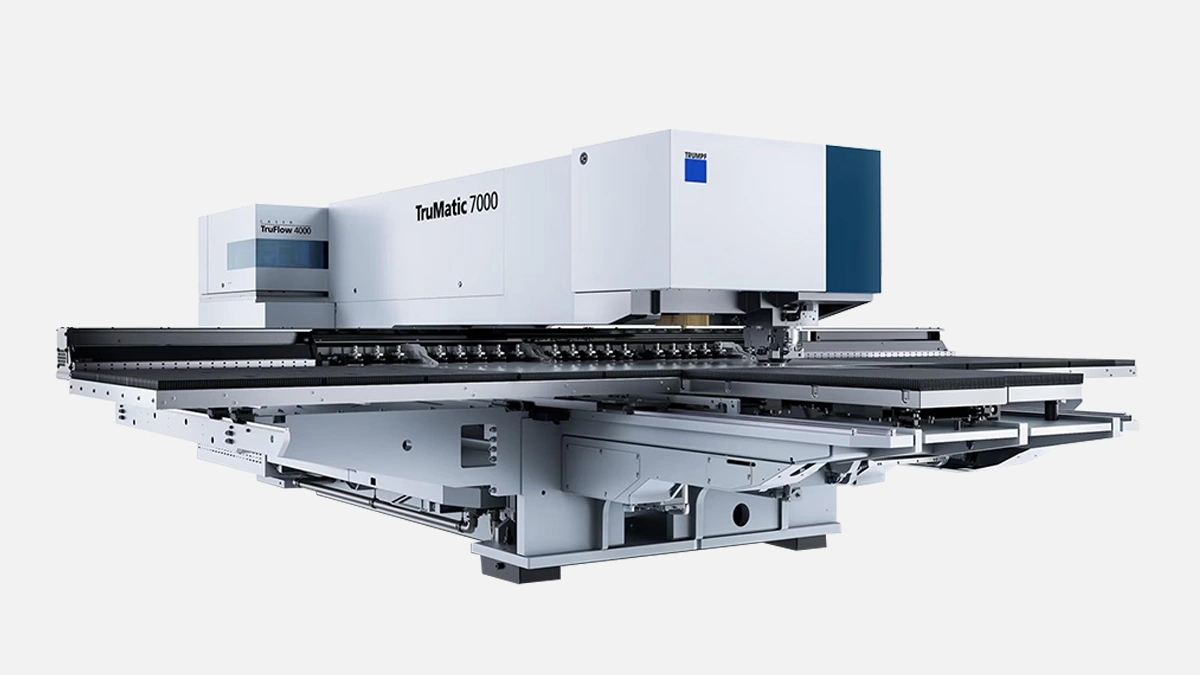 TRUMPF - TruMatic 7000
TRUMPF - TruMatic 7000TRUMPF TruMatic 7000: Комбинированный станок для пробивки и лазерной резки. Высокая производительность и точность для металлообработки.
 AMADA - AE-2510 NT
AMADA - AE-2510 NTМощный координатно-пробивной пресс Amada AE-2510 NT с сервоприводом обеспечивает быструю и точную обработку листового металла до 6 мм.
 AMADA - EM 3612 ZR
AMADA - EM 3612 ZRВысокоскоростной серво-электрический координатно-пробивной пресс AMADA EM 3612 ZR обеспечивает точную и эффективную обработку листового металла.
 amada - EM-2510 NT
amada - EM-2510 NTВысокоскоростной координатно-пробивной пресс Amada EM-2510 NT с электросервоприводом обеспечивает точность и низкие эксплуатационные расходы.
 AMADA - EMK-3612 MII
AMADA - EMK-3612 MIIВысокоскоростной координатно-пробивной пресс AMADA EMK-3612 MII с электрическим сервоприводом обеспечивает точность и эффективность.
 Durma - TP
Durma - TPDurma TP: Высокоточный координатно-пробивной пресс для быстрой и эффективной обработки листового металла. Оптимизируйте производство.
 LVD - Strippit PX
LVD - Strippit PXВысокоскоростной координатно-пробивной пресс LVD Strippit PX обеспечивает точную обработку листового металла с высокой производительностью.
 Salvagnini - S1
Salvagnini - S1Salvagnini S1: высокоскоростной электрический пробивной пресс с универсальной головкой для точной и эффективной обработки листового металла.
 Salvagnini - S4
Salvagnini - S4Salvagnini S4 – высокопроизводительный станок с интегрированной угловой гильотиной для точной пробивки и гибки листового металла.
 Salvagnini - S4+P4
Salvagnini - S4+P4Интегрированная система Salvagnini S4+P4 для автоматической пробивки и гибки листового металла, повышающая производительность.
Координатно-вырубной пресс формирует отверстия и контуры в листе за счёт быстрого вертикального перемещения пуансона относительно матрицы. ЧПУ определяет координаты каждого удара, а перемещение стола или портала обеспечивает позиционирование с повторяемостью до ±0,05 мм. По данным отчёта CECIMO 2023 года, современные сервоприводные модели выполняют до 1500 ударов в минуту при сохранении точности, что позволяет заменить ряд операций резки и сверления в единый цикл.
В отличие от лазерной резки, где каждый контур прожигается последовательно, вырубка выполняет перфорацию всей партии за один проход. Это становится критичным при серийном производстве вентиляционных решёток, корпусов РЭА и фасадных кассет. Кроме стандартной прямой пробивки оборудование поддерживает:
– формовку ребра жёсткости высотой до 16 мм,
– накатку радиаторов и рёбер охлаждения,
– нарезку резьбы за один установочный проход,
– чеканку штрих-кодов и VIN-номеров.
После реализации перечисленных операций пресс выдаёт заготовку, полностью готовую к гибке или покраске, что сокращает маршрут заготовки на 20-30 %.
Первые шаги в подборе координатно-вырубного пресса обычно сводятся к сопоставлению толщины металла и габаритов листа, однако реальные затраты зависят и от менее очевидных факторов. Перед таблицей базовых параметров стоит напомнить, что несоответствие хотя бы одного пункта приводит к простоям или браку, поэтому свериться с техническим заданием необходимо ещё на этапе коммерческого предложения.
Минимальный набор характеристик:
– усилие пробивки 200-300 кН для обычной стали толщиной 4 мм,
– размер рабочего стола не менее 1250 × 2500 мм для листов формата 1,25 × 2,5 м,
– количество станций револьверной головы 32-48, что достаточно для типового шкафа РЩ или НКУ,
– позиционирование по оси X и Y со скоростью 100-150 м/мин для работы в потоке лазер-гибка.
После выбора основных параметров внимание смещается к типу привода.
Исторически рынок делился на гидравлические и сервоприводные машины. Гидравлика выигрывала по ударному усилию, однако с появлением высокомоментных сервомоторов разрыв сократился. Анализ энергопотребления, опубликованный журналом «Металлообработка» № 10/2023, показал снижение годовых затрат на электроэнергию у сервоприводных прессов на 40-45 % при сопоставимой производительности. Дополнительный плюс — отсутствие маслостанции, что упрощает регламент и снижает риск эмульсионного тумана в цехе.
Инструмент — расходная часть, напрямую влияющая на себестоимость детали. Перед буллитами стоит подчеркнуть, что правильная конфигурация сменных кассет позволяет избежать остановки линии, а неправильная — приводит к трещинам листа и замятинам.
Основные виды инструментов:
– стандартные круглые и прямоугольные пуансоны от 1 до 88 мм диаметром,
– многофункциональные колеса для непрерывной перфорации или вентиляционных щелей,
– индексируемые станции на 360 °, создающие сложные контуры без поворота листа,
– формовочные наборы для выштамповки винтовых стоек и выступов под петли.
Добавив автоматическое заточное устройство, завод получает постоянную режущую кромку и экономит примерно 20 % на обменных кассетах в год.
Сам по себе пресс эффективен, но максимальная отдача достигается в составе ячейки. По данным исследования AMT 2022 года интеграция с модулем загрузки-выгрузки увеличивает полезное время работы со 65 % до 87 %. Робот-укладчик подаёт новый лист, удаляет отходы скрап-шкивом и формирует штабель готовых деталей. В результате оператор контролирует сразу две-три машины, снижая фонд заработной платы на смену.
Дополнительные опции:
– угол разворота стола до 360 ° для крупногабаритных панелей,
– комбинированный модуль «пуансон-волоконный лазер» для сложной наружной обрезки,
– камера контроля смещений с коррекцией в реальном времени.
Первичная цена координатно-вырубного пресса колеблется от 15 до 40 млн рублей. Чтобы оценить полный жизненный цикл, заводы обычно просчитывают TCO на 5-7 лет. Ниже приведены показатели, которые чаще всего недооцениваются при расчёте.
– энергоёмкость цикла, выраженная в кВт ⋅ ч на тонну пробивки,
– затраты на инструмент, особенно при работе с нержавейкой AISI 304,
– время переналадки при смене партии и число программируемых станций,
– доступность сервисной бригады и стоимость час-работы,
– остаточная стоимость при перепродаже на вторичном рынке.
Суммируя данные, опубликованные в отчёте «Российский рынок металлообработки 2024», можно сделать вывод: экономичней всего оказываются прессы, где суммарная стоимость владения не превышает 55 % их первоначальной цены за пять лет эксплуатации.
Хотя координатно-вырубные прессы часто ассоциируются с электрощитовым производством, за последние годы их активно внедряют и другие сегменты. Блок маркеров ниже демонстрирует распределение по отраслям, но прежде отметим, что в каждой из них ключевым фактором остаётся серийность и требование к повторяемости.
– машиностроение, включая производство кабель-каналов и крепёжных планок,
– HVAC, где вырубка перфорированных панелей позволяет снизить вес системы до 15 %,
– лифтостроение с большим числом однотипных внутренних панелей,
– малая архитектурная форма и фасадные кассеты из оцинкованной стали,
– бытовая техника, особенно корпуса стиральных машин и духовок.
После перечисленных направлений видно, что расширение парка прессов часто идёт параллельно освоению смежной продукции, поэтому транспортировка инструмента между линиями становится ещё одним аргументом в пользу «универсального» револьвера.
С точки зрения российского покупателя рынок делят четыре-пять глобальных марок. Их преимущество заключается не только в высокой механической точности, но и в широкой экосистеме: облачные базы раскроя, один формат программ для лазера и пресса, цифровые сервисы предиктивной диагностики. Именно эти факторы заставляют крупные предприятия оборонной кооперации и контрактные производители электрощитового оборудования инвестировать в оборудование указанного круга брендов, поскольку снижение простоев и унификация ПО прямо отражаются на сроках поставки конечной продукции.