





 Lissmac - SBM-L G1S2
Lissmac - SBM-L G1S2Lissmac SBM-L G1S2 обеспечивает двустороннюю обработку листовых деталей, удаляя заусенцы и округляя кромки за один проход.
 Lissmac - SBM-M D2
Lissmac - SBM-M D2Lissmac SBM-M D2 – станок для двустороннего удаления заусенцев и скругления кромок листового металла за один проход. Рабочая ширина до 1500 мм.
 Lissmac - SBM-XL G2S2
Lissmac - SBM-XL G2S2Двусторонняя обработка Lissmac SBM-XL G2S2 эффективно удаляет заусенцы и окалину, обеспечивая идеальную подготовку поверхности.
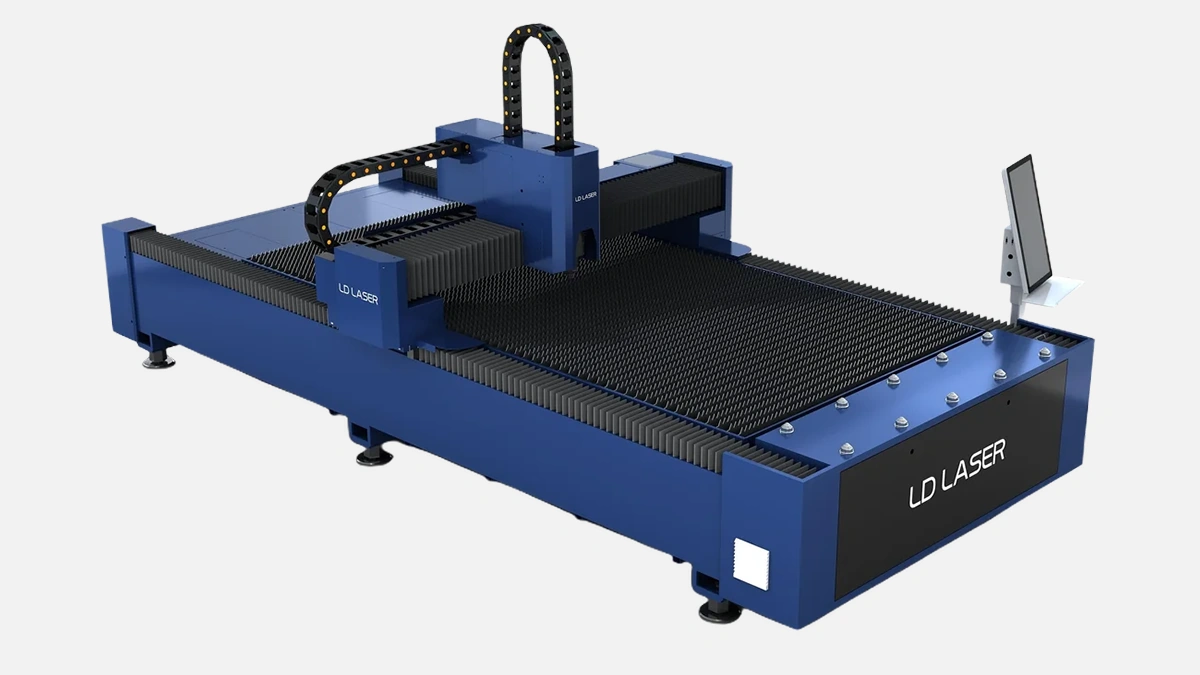
 LD-Laser - LD-13025S
LD-Laser - LD-13025SLD-Laser LD-13025S режет лист 1300×2500 мм, до 3 кВт, точность ±0,05 мм, газовый режим Eco экономит до 25 % азота.
 LD-Laser - LD-3015Q
LD-Laser - LD-3015QСтанок 3000×1500 мм до 6 кВт, скорость 120 м/мин, челночный стол 15 с, точность ±0,03 мм — LD-3015Q для быстрой резки металла.
 LD-Laser - LD-3015S
LD-Laser - LD-3015SФайбер-лазер LD-3015S режет до 25 мм стали на столе 3000×1500, подойдёт для среднесерийного производства.
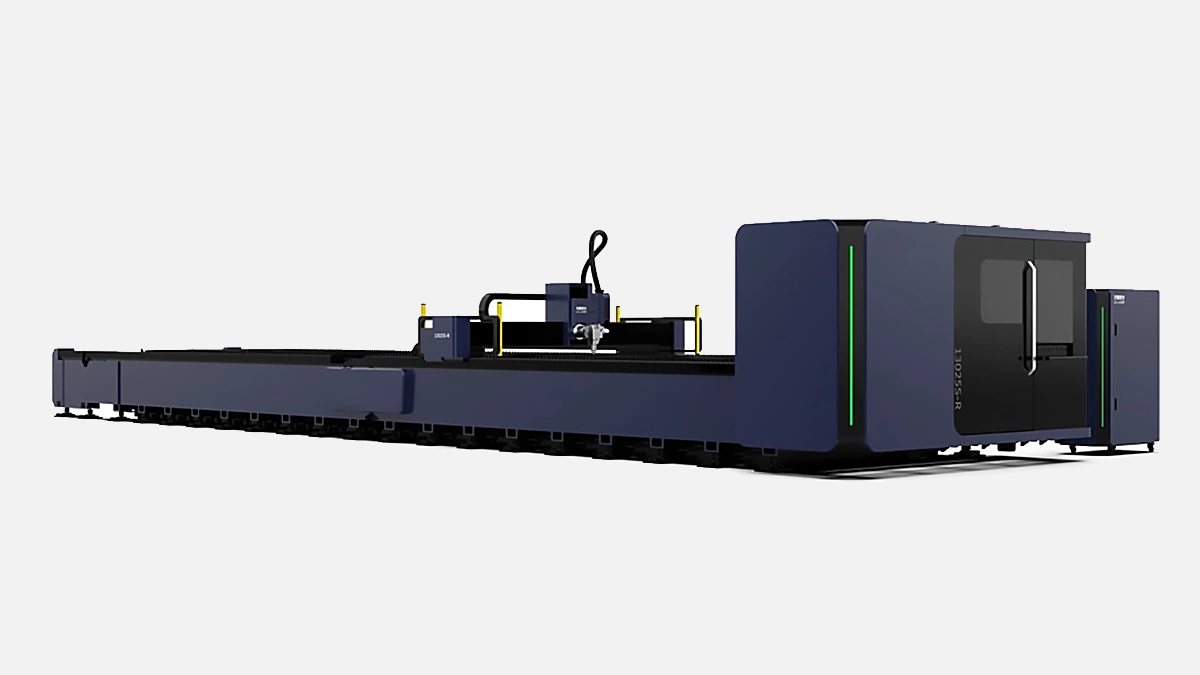
 LD-Laser - LDT-S5-6522
LD-Laser - LDT-S5-6522LD-Laser LDT-S5-6522 режет лист 6500×2200 мм, 6 кВт, 140 м/мин, точность ±0,03 мм
 Lissmac - SBM-M S2
Lissmac - SBM-M S2Двусторонняя обработка заготовок до 1500 мм. Эффективное удаление заусенцев и скругление кромок для металлообработки.
 Lissmac - SMW 5
Lissmac - SMW 5Lissmac SMW 5 – профессиональный камнерезный станок для точной мокрой резки плитки и камня до 1200 мм. Надёжность и чистота реза.
 Yangli - JH31
Yangli - JH31Мощный пресс Yangli JH31: 315 тонн усилия, высокая точность и производительность для требовательных штамповочных операций.
 Yangli - MB8
Yangli - MB8Yangli — MB8: современный гидравлический листогибочный пресс для точной гибки металла, обеспечивающий высокую производительность и надежность.
 Yangli - WC67K
Yangli - WC67KВысокоточный гидравлический листогибочный пресс Yangli — WC67K на 100 тонн для профессиональной гибки металла.
 Yangli - CP2
Yangli - CP2Высокоточный механический пресс Yangli — CP2 обеспечивает надежную и эффективную штамповку для широкого спектра задач.
 Yangli - PL6020 tube cutting machine
Yangli - PL6020 tube cutting machineПрофессиональный станок Yangli PL6020 для высокоточной волоконной лазерной резки труб и профилей длиной до 6 метров.
 TRUMPF - TruBend 5130 Б/У
TRUMPF - TruBend 5130 Б/УПресс-гиб TruBend 5130 Б/У: усилие 130 т, длина 3230 мм, точность ±0,005 мм и ACB-контроль угла.
Листообрабатывающие станки решают две ключевые задачи — формирование заготовки нужной геометрии и сохранение высоких допусков на больших сериях. По данным отчета CECIMO за 2023 год среднее предприятие в ЕС теряет до 7 % металла при классической механической обработке, тогда как оптимально настроенная линия листообработки снижает отходы до 2 % [1]. Для российских заводов, где себестоимость сырья растет быстрее инфляции, это становится прямым источником экономии.
Ножницы используют линейное резание, что делает их незаменимыми для заготовительного участка. Максимальная точность позиционирования заднего упора на современных машинах составляет 0,01 мм, о чем говорят паспортные данные моделей серии HVR от Durma. Благодаря гидравлическому прижиму листа снижается деформация кромки, что повышает ресурс режущей оснастки.
Ниже приведены основные параметры, на которые инженеры обращают внимание при расчете производительности:
Четкое понимание этих величин позволяет сбалансировать производственное такт-время и предотвратить узкие места.
Листогибы формируют профиль методом холодной гибки. На рынке доминируют три технологии привода — гидравлика, электрический сервопривод и гибрид. При одинаковом давлении гибридная конструкция экономит до 30 % энергии по сравнению с чистой гидравликой, что подтверждено сравнительными испытаниями AMADA HRB-2204 и гидравлической серии RG [2].
Перед выбором пресса производственник оценивает:
Большинство моделей поддерживают систему компенсации прогиба стола (CNC crowning), что гарантирует одинаковый угол по всей длине детали на сложных работах из нержавеющей стали.
Пробивные прессы дают самую низкую себестоимость при тиражах до 500 единиц, когда лазер еще не окупается. Инструментальный револьвер на 40–60 позиций ускоряет переналадку, а система index-позиций позволяет поворачивать ударный инструмент на угол до 360 °, минимизируя количество смен. Например, TRUMPF TruPunch 5000 демонстрирует повторяемость ±0,03 мм при скорости до 1200 уд/мин.
Чтобы извлечь максимум из такого пресса, важно учитывать:
Особенно востребована функция автоматической смены матриц при производстве корпусов распределительных шкафов, где отверстия разных диаметров чередуются на каждом листе.
Волоконные лазерные станки за последние пять лет вытеснили CO₂-аналоги из-за двойного скачка по энергоэффективности. По данным TRUMPF, КПД волоконного лазерного источника достигает 45 %, тогда как CO₂-резонатор ограничен 12 % [3]. Высокая плотность энергии на фокусе позволяет резать 6 мм нержавеющей стали со скоростью 3,5 м/мин при чистой кромке класса N7.
Ключевые метрики для расчета окупаемости:
В паре с автоматическим загрузчиком листов лазер формирует замкнутый цикл «сырье-деталь», что особенно актуально для ночных автономных смен.
Руководитель производства оценивает станок через призму полной суммы владения, куда входят цена станка, затраты на электроэнергию, расходные материалы, инструмент и обслуживание. Для листогибов доля энергозатрат достигает 18 % бюджета, а для лазерных комплексов — до 30 %. Поэтому классы энергоэффективности IE3 двигателей и опция рекуперации в ЧПУ-системе становятся решающими.
Не менее важен сервис. Средний простой из-за отсутствия критического узла обходится предприятию в 350 000 рублей в сутки, о чем говорит опрос НП «Станкоинструмент» 2022 года. Заводы, расположенные далеко от мегаполисов, предпочитают бренды с собственными складами шпинделей, блоков ЧПУ и оптики в России.
Современный листообрабатывающий парк немыслим без числового управления. Интерфейс Siemens Sinumerik One или Fanuc 31i позволяет создавать библиотеку программ, привязывать их к штрих-коду и поднимать точность настройки до первых деталей.
До внедрения ЧПУ линия прогревалась 20–30 деталей, сегодня этот этап сокращен до 3–5. Одновременно реализуются:
Системы MES легко интегрируются через протокол OPC UA, передавая реальное время цикла в ERP и помогая планировать график работы смен.
Срок окупаемости листогиба или лазера колеблется от 18 до 36 месяцев. На фабрике бытовой техники срок ближе к нижнему пределу, так как портфель деталей повторяется из месяца в месяц. В строительной отрасли, где партии нестабильны, Payback смещается к верхней границе.
Для расчета достаточно учесть:
Практика показывает, что даже при работе в одну смену волоконный лазер мощностью 6 кВт заменяет две плазменные установки 200 А и окупается за 2,5 года за счет экономии газа и расходников.
Квалификация оператора и наладчика напрямую отражается на стабильности выпуска. Производители предлагают трехступенчатые курсы: базовое обучение, углубленный курс по 3D-гибке и ежегодную сертификацию. Наличие русскоязычных видеоруководств в формате QR-ссылок позволяет снизить кривую обучения новых работников с шести до двух недель.
При выборе станка важно уточнить, входит ли дистанционная диагностика в стандартный пакет. Она позволяет решить до 80 % неполадок программно без визита инженера, что особенно критично для региональных предприятий.
TRUMPF, AMADA, Bystronic, Durma и Salvagnini задают отраслевые стандарты точности, энергоэффективности и автоматизации. Каждая марка концентрируется на собственной сильной стороне — TRUMPF славится интеграцией лазера и гиба в единую ячейку, AMADA делает ставку на экономичный сервопривод, Bystronic — на скорость паллетного обмена. Именно эти преимущества определяют выбор: крупные автомобильные и приборостроительные концерны инвестируют в максимальную автоматизацию, небольшие металлообрабатывающие цеха выбирают экономичность и универсальность.
[1] CECIMO, European Machine Tool Industry Report 2023
[2] AMADA Technical Paper, Energy Saving in Press Brakes 2021
[3] TRUMPF Whitepaper, Fiber vs CO₂ Laser Efficiency 2022
