




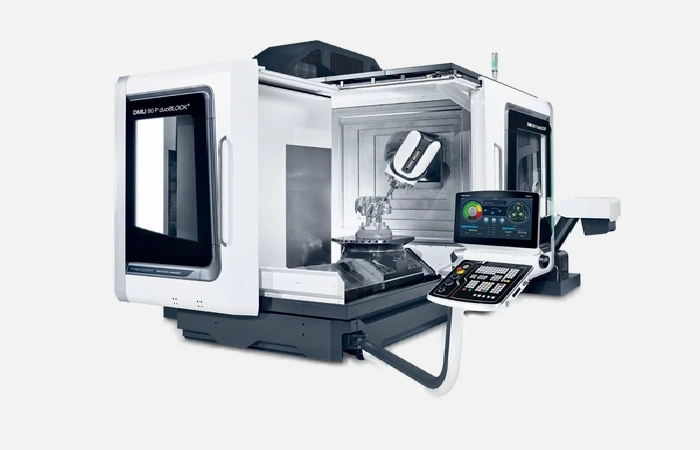
 DMG MORI - DMU 80 P duoBLOCK
DMG MORI - DMU 80 P duoBLOCKВысокоточный 5-осевой обрабатывающий центр DMG MORI DMU 80 P duoBLOCK с жесткой конструкцией для сложных деталей и высокой производительности.
 DMG MORI - NVX 5100
DMG MORI - NVX 5100DMG MORI NVX 5100: высокоточный вертикальный обрабатывающий центр с мощным шпинделем и быстрой сменой инструмента для эффективного производства.
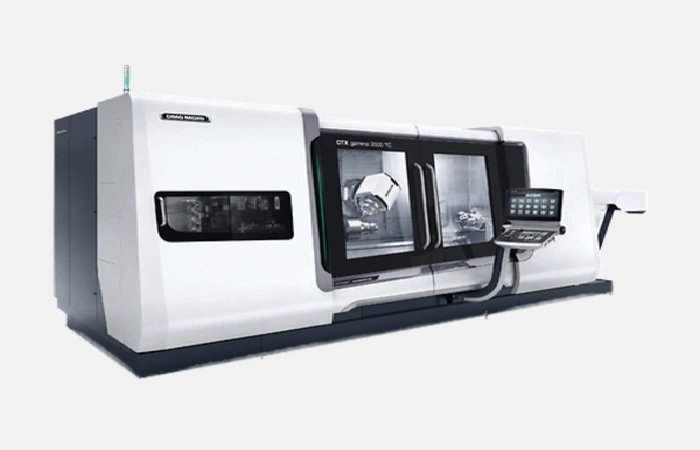 DMG MORI - CTX gamma 2000
DMG MORI - CTX gamma 2000DMG MORI CTX gamma 2000: высокоточный токарно-фрезерный центр для комплексной обработки деталей до 2 метров.
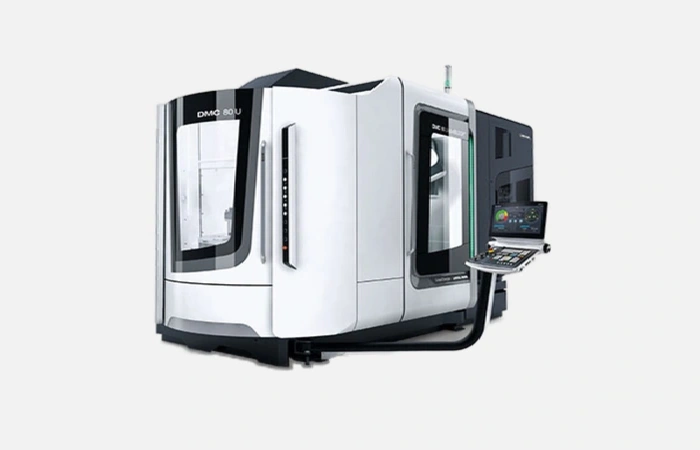 DMG MORI - DMC 80 U duoBLOCK
DMG MORI - DMC 80 U duoBLOCKВысокоточный 5-осевой обрабатывающий центр DMG MORI DMC 80 U duoBLOCK для сложных задач, обеспечивающий исключительную жесткость и динамику.
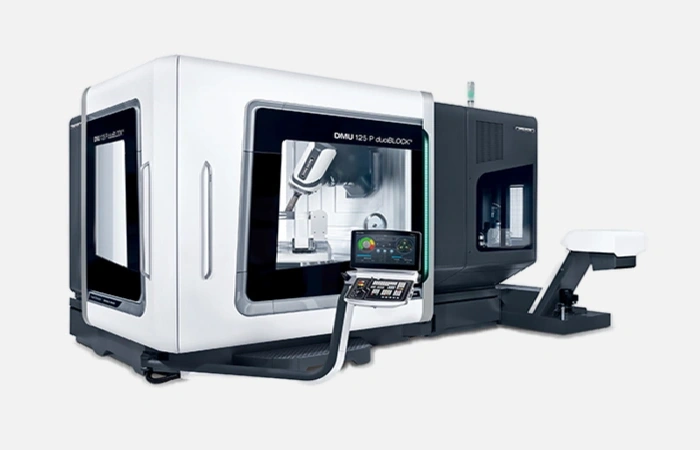 DMG MORI - DMU 125 P duoBLOCK
DMG MORI - DMU 125 P duoBLOCKDMG MORI DMU 125 P duoBLOCK: высокоточный 5-осевой обрабатывающий центр для крупных и сложных деталей, обеспечивающий исключительную жесткость и производительность.
 DMG MORI - DMU 50
DMG MORI - DMU 50DMG MORI DMU 50: универсальный 5-осевой обрабатывающий центр для высокоточной обработки сложных деталей, повышающий производительность.
 DMG MORI - DMU 60 eVo
DMG MORI - DMU 60 eVoDMG MORI DMU 60 eVo: 5-осевой универсальный фрезерный центр для высокоточной обработки сложных деталей с динамикой и компактностью.
 DMG MORI - MILLTAP 700
DMG MORI - MILLTAP 700DMG MORI MILLTAP 700: высокоскоростной центр для сверления и нарезания резьбы. Оптимизирован для эффективной и точной обработки деталей.
 DMG MORI - NHX 4000
DMG MORI - NHX 4000DMG MORI NHX 4000: высокопроизводительный горизонтальный обрабатывающий центр для точной обработки сложных деталей с быстрой сменой инструмента.
 DMG MORI - NLX 2500
DMG MORI - NLX 2500DMG MORI NLX 2500: токарный станок с ЧПУ для высокоточной обработки сложных деталей, обеспечивающий стабильность и производительность.
 DMG MORI - dmc 1035 v
DMG MORI - dmc 1035 vDMG MORI dmc 1035 v: ход X 1035 мм, шпиндель 12000 об/мин, стол 1000 кг для серьёзной фрезеровки.
 DMG MORI - dmu 50 ecoline
DMG MORI - dmu 50 ecolineDMG MORI dmu 50 ecoline — компактная 5-осевая «рабочая лошадка» для одной установки без лишних затрат.
 DMG MORI CMX 50 U Б/У
DMG MORI CMX 50 U Б/УБ/у 5 осевой центр DMG MORI CMX 50 U для пятисторонней обработки за одну установку
 Сверлильный и резьбонарезный центр BLIN BL-S450
Сверлильный и резьбонарезный центр BLIN BL-S450Сверлильный и резьбонарезный центр BL-S450
 Фрезерный обрабатывающий центр EM1000A от US WHEELER
Фрезерный обрабатывающий центр EM1000A от US WHEELERВертикальный 3-х осевой фрезерный центр EM1000A.
Станки с числовым программным управлением сформировали новый стандарт для российского машиностроения, потому что позволяют получать стабильное качество при партии любой величины. По данным технического отчёта FANUC за 2023 год, внедрение ЧПУ сокращает среднее отклонение геометрии детали до 5 мкм, что заметно превосходит точность традиционных универсальных моделей. Для предприятий это означает меньшее количество переделок, более короткий цикл запуска новой продукции и прогнозируемую себестоимость.
В каталоге выделяют четыре семейства, каждое из которых решает свою технологическую задачу и имеет собственные критерии окупаемости.
Токарные ЧПУ-станки применяются для обработки вращающихся деталей — валов, фланцев, крышек. Большинство современных моделей оснащены револьверной головкой с 12–24 позициями и приводным инструментом, благодаря чему в одной установке можно выполнять точение, фрезерование плоскостей, резьбонарезание и сверление. Производители указывают среднее время смены инструмента 0,2–0,4 секунды, что особенно ценно при мелкосерийном производстве.
Фрезерные центры выделяются многоосевой кинематикой. Даже базовый трёхосевой вариант с ЧПУ Siemens 828D обеспечивает подачу до 30 м/мин и скорость шпинделя 12 000 об/мин. Пятиосевые решения добавляют два поворотных канала, устраняют необходимость промежуточных переналадок и позволяют получать крыльчатки, пресс-формы и импеллеры высокой геометрической сложности.
Лазерная резка востребована в заготовительных цехах, где важна скорость контуров и минимальная зона термического влияния. Волоконные источники мощностью 3–6 кВт без труда разделывают нержавеющую сталь толщиной 12 мм, сохраняя шероховатость кромки Ra 15 мкм и выше. Детали не требуют мехобработки, что исключает лишние проходы на последующих операциях.
Проволочные и погружные ЭЭР-станки обеспечивают получение профильных отверстий, пазов и матриц с точностью 2–3 мкм. По исследованию Mitsubishi Electric, электроэрозия сокращает расход твёрдосплавного инструмента в штамповом производстве на 60 %, так как режущей силы практически нет.
Перед тем как добавить оборудование в спецификацию цеха, инженер сравнивает его по набору объективных характеристик.
Сначала перечислим перечень показателей, влияющих на точность, производительность и себестоимость детали.
Каждый пункт напрямую связан с итоговой экономикой заказа. Например, увеличение хода по Z всего на 50 мм позволяет вести детали из заготовок одной длины без лишних обрезков, а быстрая подача 48 м/мин сокращает холостой пробег на фрезерных работах до 18 %. На длинном горизонте это даёт ощутимую экономию металла и электроэнергии.
Даже самый точный станок будет простаивать, если вокруг него отсутствует инфраструктура. Чтобы избежать простоя, производители предлагают пакет интеграционных модулей.
Перед списком коротко объясним, почему цифры важны. Автоматические устройства снимают с оператора повторяющиеся операции, высвобождая смену для работы сразу на двух-трёх ячейках.
Использование всех этих решений в совокупности обеспечивает рост фактической загрузки шпинделя с 45 % до 70 %, что подтверждено внутренним аудитом предприятия «КАМ-Про» в Нижегородской области в 2022 году.
Рассмотрим, какие конкретные выгоды получает завод-потребитель после модернизации парка.
Прежде чем перейти к пунктам, подчеркнём, что речь идёт не столько о чистой скорости, сколько о повторяемости.
После внедрения ЧПУ предприятия снижают среднюю себестоимость единицы продукции на 12–18 %, особенно когда запускают разные партии в чередовании.
Главный инженер обычно исходит из объёма выпуска, материала и требуемой геометрии. Далее приведён алгоритм, который помогает сформировать техническое задание ещё до запроса коммерческих предложений.
Сначала уточните диапазон материалов. Алюминий потребует высокой скорости шпинделя и системы охлаждения туманом, закалённая сталь — крутящего момента и твёрдосплавных держателей. Следующий шаг — оценка суточной программы, чтобы понять, нужен ли робот-погрузчик. Наконец, учтите будущую модернизацию: станок с открытым управлением Heidenhain легче интегрировать в линию с AGV-тележками.
Инвестиции в ЧПУ-станок окупаются, когда прирост маржи покрывает лизинговый платёж и дополнительное обслуживание. На практике средний срок окупаемости пятиосевого центра при двухсменной работе составляет 24–30 месяцев. Факторы, ускоряющие возврат средств, включают:
Эти цифры взяты из отчёта Ассоциации станкоинструментальной промышленности России, опубликованного в январе 2024 года.
Бренды класса premium, такие как DMG MORI и Mazak, делают ставку на высокие обороты, жёсткость и адаптивный контроль, поэтому их выбирают серийные заводы с повышенными допусками в авиации и медицинской технике. Производители средней ценовой категории предлагают баланс между стоимостью и функциональностью, что привлекает контрактных машинных цехов и ремонтные подразделения крупных холдингов. Наконец, экономичные марки ориентируются на базовые операции и востребованы в учебных центрах и малых сервисных предприятиях, где важна простая настройка и доступность запасных частей.
Благодаря чёткому позиционированию брендов любой российский заказчик может подобрать именно тот ЧПУ-станок, который оптимизирует затраты, обеспечит требуемую точность и выведет производство на новый уровень конкурентоспособности.
