 Sekirus - Трубогиб SEKIRUS P18526M-38CNC
Sekirus - Трубогиб SEKIRUS P18526M-38CNCВысокоточный трубогиб Sekirus P18526M-38CNC с ЧПУ обеспечивает быструю и надежную гибку труб до 38 мм.
 AKYAPAK - ABM CNC Tube Bending Machine
AKYAPAK - ABM CNC Tube Bending MachineAKYAPAK ABM CNC Tube Bending Machine обеспечивает точную и быструю гибку труб различных диаметров с высокой повторяемостью.
 AKYAPAK - AHS 4-Roll
AKYAPAK - AHS 4-RollAKYAPAK AHS 4-Roll — современный гибочный станок для высокоточной и быстрой гибки металла до 20 мм толщиной за один проход.
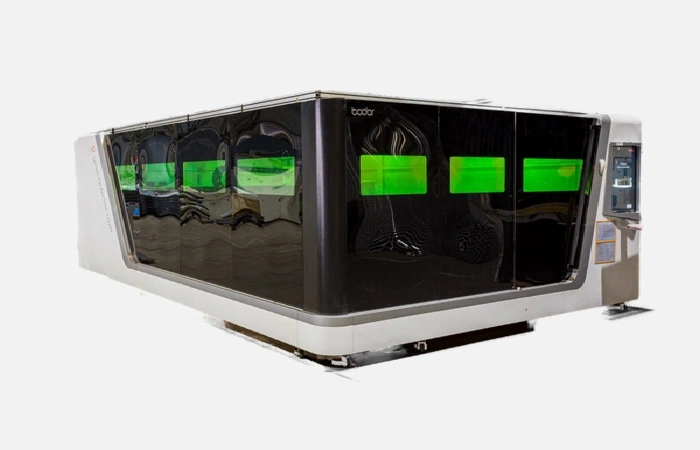
 Bodor - i3
Bodor - i3Bodor — i3: Компактный волоконный лазер для высокоточной резки металлов. Скорость и надежность для вашего производства.
 Bodor - i5
Bodor - i5Bodor i5: компактный волоконный лазер для точной и высокоскоростной резки металлов. Идеален для малых и средних производств.
 Bodor - P3015
Bodor - P3015Bodor P3015: высокоскоростной оптоволоконный лазер для резки металла с рабочей зоной 3000×1500 мм и быстрой сменой стола.
 Bodor - P4020
Bodor - P4020Bodor P4020 — это высокоскоростной лазерный станок для точной резки металла с рабочей зоной 4000×2000 мм.
 Bodor - P6020
Bodor - P6020Высокопроизводительный лазерный станок Bodor P6020 для резки крупногабаритных металлических листов с максимальной точностью.
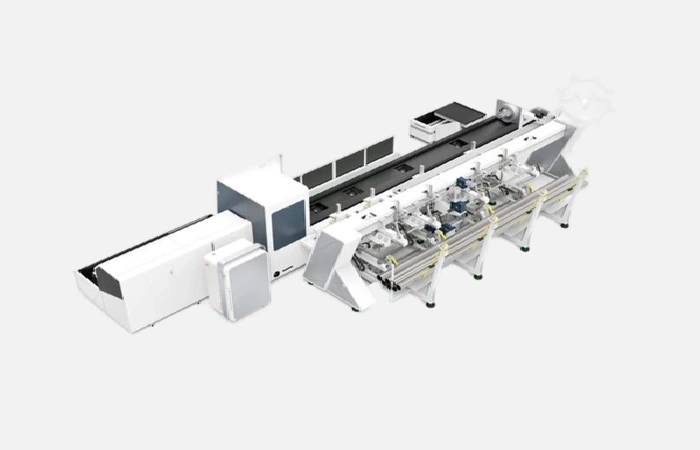 Bodor - T160
Bodor - T160Bodor T160 – высокоточный станок для лазерной резки труб и профилей диаметром до 160 мм, обеспечивающий быструю и чистую обработку.
 Bodor - T230
Bodor - T230Bodor T230 — современный волоконный лазер для высокоточной резки труб диаметром до 230 мм. Обеспечивает скорость и качество.
 Faccin - 4HEL
Faccin - 4HELFaccin 4HEL: Мощный четырёхвалковый станок для точной гибки металла до 40 мм толщиной. Высокая производительность и надёжность.
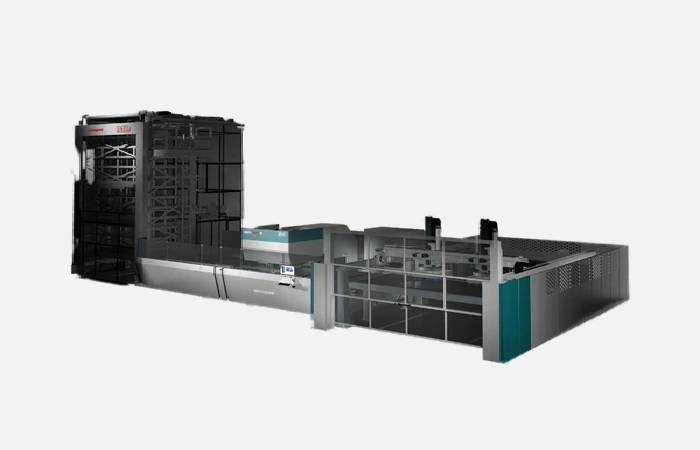 Salvagnini - S4Xe
Salvagnini - S4XeSalvagnini S4Xe: автоматизированный комплекс для высокоточной пробивки и угловой резки листового металла. Повышает производительность.
Металлическая труба при гибке подвергается сочетанию растягивающих и сжимающих напряжений. Станок сжимает наружный радиус, одновременно поддерживая внутренний, тем самым исключая смятие стенок и потерю сечения. Большинство промышленных трубогибов работают по методу холодной гибки без предварительного подогрева, что сохраняет механические свойства сплава и исключает дополнительный отпуск.
Современный рынок предлагает четыре инженерно оправданных класса трубогибочного оборудования, каждый из которых решает конкретные задачи металлообработчика.
Ручные трубогибы незаменимы при мелкосерийных работах на монтаже и в ремонтных мастерских. Привод – мышечная сила оператора, передаваемая через рычажную систему, поэтому показатели точности зависят от опыта рабочего. Ограничение по диаметру обычно не превышает 32 мм для стальных труб и 40 мм для мягких сплавов. Преимущество таких станков – абсолютная автономность от электропитания и минимальные затраты при запуске.
В гидравлических установках усилие до инструмента передаёт поршень масляного цилиндра, что обеспечивает стабильную нагрузку по всей дуге гиба. Станки легко работают с диаметром до 114 мм и стенкой 6–10 мм, сохраняя овализацию в пределах 3 %. Именно поэтому их активно применяют в изготовлении технологических трубопроводов, поручней и рам силовых конструкций. Интеграция датчиков давления позволяет задавать усилие с погрешностью менее 5 бар, что снижает риск трещинообразования на высокопрочных сталях.
Валы таких трубогибов вращаются серводвигателями, которые поддерживают любую требуемую скорость в диапазоне 1–20 об/мин. Отсутствие гидравлики уменьшает расходы на обслуживание, а высокоразрешающие энкодеры гарантируют повторяемость угла до ±0,1°. Дополнительной опцией часто выступает педальный реверс, ускоряющий переналадку партии. Электромеханическая схема особенно востребована в мебельном и рекламном секторе, где важна скорость перенастройки под различные радиусы.
Для стенок тонкостенных труб критично недопустить морщин на внутреннем радиусе. Этого добиваются дорном – вытянутой оправкой, которая поддерживает трубу изнутри по всей зоне пластической деформации. Дорновые трубогибы обрабатывают цветные сплавы с толщиной стенки от 0,8 мм без эффектов гофрирования даже при угле 180°. Подобное оборудование по-прежнему является обязательным звеном в производстве автомобильных выпускных систем и теплообменников.
Основные технические параметры нужно сравнивать ещё на этапе спецификации, чтобы избежать скрытых издержек при эксплуатации. Ниже перечислены факторы, которые обычно проверяют главные инженеры перед утверждением закупки.
Перед анализируемым списком важно уточнить, что характеристики не равнозначны по весу – для линии серийного гиба приоритетны скоростные показатели, а на проектно-экспериментальном участке — универсальность.
• Диапазон наружных диаметров
• Максимальная толщина стенки при заданном радиусе
• Погрешность повторяемости угла
• Мощность привода и энергопотребление
• Формат памяти ЧПУ и объём сохраняемых программ
• Время цикла на угол 90°
• Требуемая квалификация оператора
После свода параметров рекомендуется провести тестовую гибку на заводе-поставщике для подтверждения паспортных данных. Полученные образцы дают объективное представление о качестве поверхности и величине возвратного пружинирования.
Отдача от приобретения промышленного трубогиба лучше всего видна через сквозную себестоимость метра гиба. В производственных отчётах компаний, перешедших с резки и сварки сегментов к гибке цельной трубы, себестоимость узла падает в среднем на 18–25 %. Сокращаются швы, значит уменьшается не только расход электродов, но и время неремонтного простоя в эксплуатации. Стандартный срок окупаемости гидравлической машины среднего класса при двухсменном графике равен 11–14 месяцев, что подтверждают расчёты Российского союза поставщиков нефтегазового оборудования за 2023 год.
Автоматическое программирование траектории гиба устраняет человеческий фактор и ускоряет запуск новой партии. Интерфейсы современных контроллеров поддерживают импорт STEP и IGES, позволяя инженеру сразу загружать геометрию из CAD. Доверенные пользователи подтверждают, что переналадка с одной детали на другую занимает менее 5 минут без ручной корректировки координат. При серийном производстве это экономит до 2 часов сменного времени ежедневно.
До и после программируемой операции данные о крутящем моменте и усилии подаются в облачную MES систему. Подробная статистика помогает прогнозировать ресурс гибочного инструмента, что снижает внеплановые остановы минимум на 12 %.
Регламент ТО состоит из ежедневной визуальной проверки направляющих, еженедельной подтяжки резьбовых соединений и замены масла каждые 2000 моточасов для гидравлических версий. Важно помнить, что правильная смазка дорна уменьшает трение и повышает чистоту внутренней поверхности трубы, что особенно актуально для пищевых и фармацевтических линий.
Безопасность оператора обеспечивается блокировкой пуска при открытой защитной кромке, аварийной педалью и системой фотоэлементов. Ведомственные инструкции Росстандарта определяют минимальное расстояние от зоны гиба до поста управления — не менее 600 мм. Компаниям, наращивающим парк станков, стоит рассмотреть единый стандартизованный набор СИЗ и тренинг операторов раз в полгода.