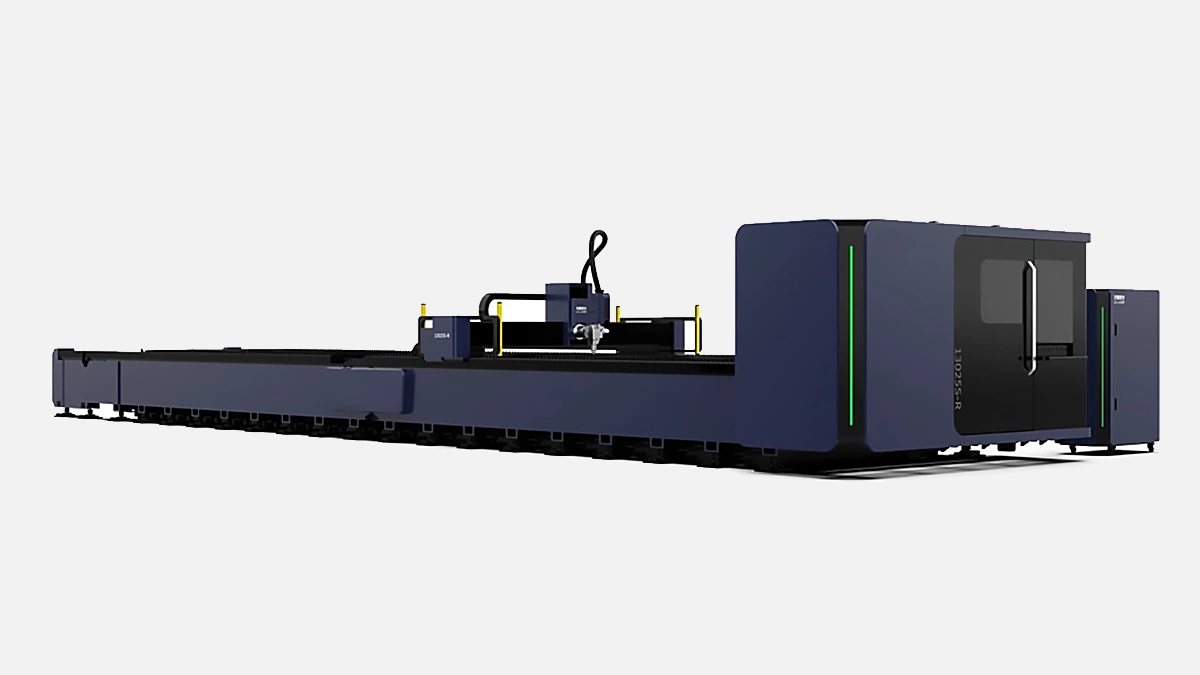
 LD-Laser - LD-13025S
LD-Laser - LD-13025SLD-Laser LD-13025S режет лист 1300×2500 мм, до 3 кВт, точность ±0,05 мм, газовый режим Eco экономит до 25 % азота.
 LD-Laser - LD-3015Q
LD-Laser - LD-3015QСтанок 3000×1500 мм до 6 кВт, скорость 120 м/мин, челночный стол 15 с, точность ±0,03 мм — LD-3015Q для быстрой резки металла.
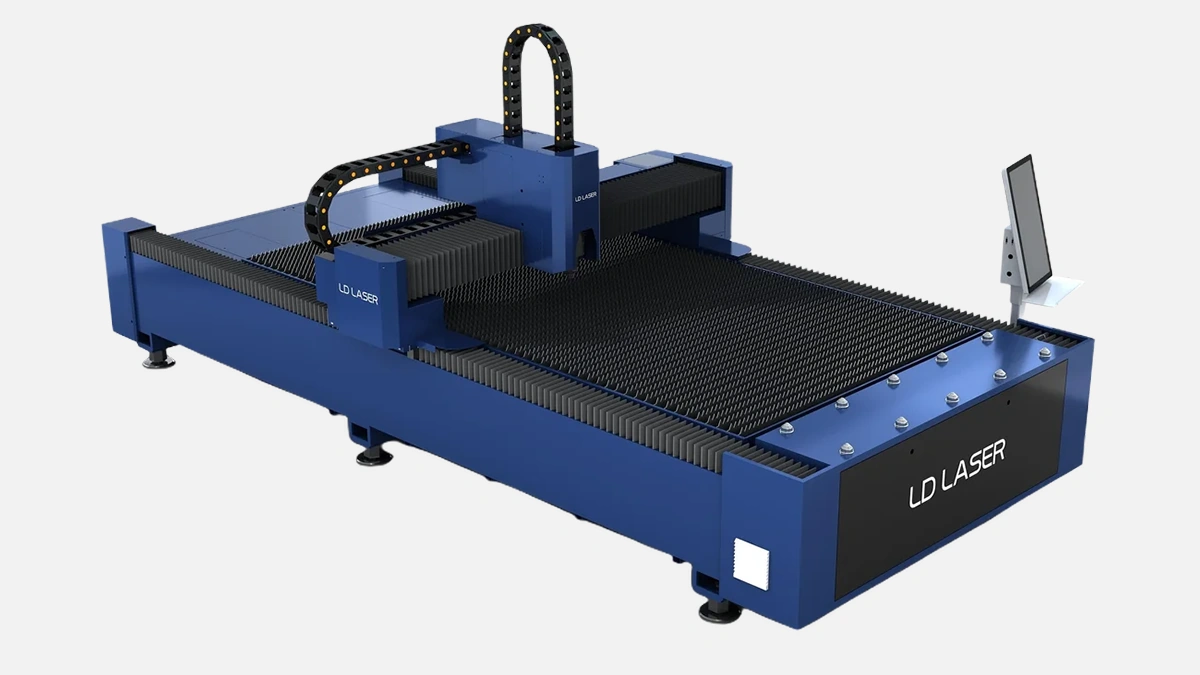 LD-Laser - LD-3015S
LD-Laser - LD-3015SФайбер-лазер LD-3015S режет до 25 мм стали на столе 3000×1500, подойдёт для среднесерийного производства.
 LD-Laser - LDT-S5-6522
LD-Laser - LDT-S5-6522LD-Laser LDT-S5-6522 режет лист 6500×2200 мм, 6 кВт, 140 м/мин, точность ±0,03 мм
 Yangli - PL6020 tube cutting machine
Yangli - PL6020 tube cutting machineПрофессиональный станок Yangli PL6020 для высокоточной волоконной лазерной резки труб и профилей длиной до 6 метров.
 TRUMPF - TruLaser 3030 fiber (L49) Б/У
TRUMPF - TruLaser 3030 fiber (L49) Б/УTruLaser 3030 fiber (L49) Б/У: лазер 3 кВт, рабочее поле 3000×1500, рез стали до 20 мм.
 TRUMPF - TruLaser 3030 fiber (L491) Б/У
TRUMPF - TruLaser 3030 fiber (L491) Б/УБ/у TruLaser 3030 fiber (L49) 4 кВт режет лист 3000×1500 мм быстро и чисто, оптимален для серийного раскроя тонкого металла.
 TRUMPF - TruLaser 3030 fiber (L492) Б/У
TRUMPF - TruLaser 3030 fiber (L492) Б/УTruLaser 3030 fiber (L49) Б/У 4 кВт, поле 3000×1500 мм, точность ±0.05 мм/м
 TRUMPF - TruLaser 3060 fiber (L66) Б/У
TRUMPF - TruLaser 3060 fiber (L66) Б/УTruLaser 3060 fiber (L66) Б/У: рабочее поле 6×2,5 м, лазер 6 кВт, ресурс < 40 000 ч
 TRUMPF - TruLaser 5030
TRUMPF - TruLaser 5030TRUMPF TruLaser 5030: высокоскоростная лазерная резка с мощностью 8 кВт, обеспечивающая исключительную точность и производительность.
 TRUMPF - TruLaser 5030 fiber (L68) Б/У
TRUMPF - TruLaser 5030 fiber (L68) Б/УTruLaser 5030 fiber 6 кВт Б/У, рабочее поле 3000×1500 mm, надёжная резка до 25 mm
 TRUMPF - TruLaser 5030 fiber (L681) Б/У
TRUMPF - TruLaser 5030 fiber (L681) Б/УTruLaser 5030 fiber 8 kW, рабочее поле 3×1,5 м, Б/У, для быстрой лазерной резки стали до 25 мм
 TRUMPF - TruLaser 5040 fiber (L69) Б/У
TRUMPF - TruLaser 5040 fiber (L69) Б/УБ/У TruLaser 5040 fiber (L69) — стол 4000×2000 мм, лазер 8 кВт, резка стали до 35 мм без потери точности
 TRUMPF - TruLaser Cell 8030 fiber (L60) Б/У
TRUMPF - TruLaser Cell 8030 fiber (L60) Б/УБ/У TruLaser Cell 8030 fiber L60, 5 осей, 3 кВт, рабочая зона 3000×1300×600 мм, минимальная наработка.
 TRUMPF - TruMatic 1000-1300 fiber (K07) (FMC) Б/У
TRUMPF - TruMatic 1000-1300 fiber (K07) (FMC) Б/УЛазер TruMatic 1000-1300 fiber Б/У, 3 кВт, 2500×1250 мм, автоматизация FMC
Волоконный лазер формирует излучение внутри активного оптического волокна, легированного иттрием, эрбием или неодимом. Помпинг диодными модулями переносит энергию непосредственно в сердцевину волокна, поэтому свето-насыщение происходит с минимальными потерями. Благодаря этому достигается электрический КПД 35-42 %, что как минимум вдвое выше показателей CO₂-лазеров. По данным годового отчёта IPG Photonics за 2023 год, энергопотребление на киловатт выходной мощности не превышает 2,5 кВт — фактор, который моментально снижает стоимость часа резки.
Большинство промышленных систем поставляются в диапазоне 1–20 кВт. Оптимальное значение выбирается по толщине обрабатываемой заготовки:
Разница в стоимости источника перекрывается ростом производительности: при переходе с 3 кВт на 6 кВт скорость реза конструкционной стали 10 мм увеличивается с 1,4 до 2,9 м/мин.
Ключевой показатель — параметр BPP, для современных излучателей он не превышает 2 мм·мрад. При таком значении фокус диаметром 100–150 мкм удерживает энергию более 2 МВт/см², что исключает подгорание кромки и минимизирует зону теплового влияния до 0,1–0,2 мм. Величина Ra после реза составляет 3,2–6,3 мкм и часто не требует дополнительной механообработки.
Перед табличным анализом стоит обозначить, что главные ожидания инженера — скорость, стоимость часа и гибкость настройки.
| Параметр | Волоконный лазер | CO₂-лазер |
|---|---|---|
| КПД электрический | 35–42 % | 8–10 % |
| Запуск/останов | 1 мин | 10–15 мин |
| Обслуживание источника | 2 ч/год | 40 ч/год |
| Замена расходников | Диоды раз в 7 лет | Зеркала 1–2 раза в год |
| Толщина реза без азота | до 20 мм | до 10 мм |
Как видно из сравнения, волоконная технология снимает ограничения по быстроте настройки, а отсутствие оптических зеркал устраняет проблему деградации покрытия, типичную для CO₂-оптики.
Переход предприятия на волоконную резку позволяет выровнять себестоимость одного погонного метра. Внутризаводские расчёты ТМК «Северсталь» показали, что при годовом объёме 6 000 ч станка хозяйственный эффект составил 3,7 млн руб благодаря экономии газа, электричества и расходников.
Перед таблицей сравнительных скоростей важно отметить, что расчёты даны для азотной резки при давлении 12 бар.
| Толщина сталь, мм | 3 кВт, м/мин | 6 кВт, м/мин |
|---|---|---|
| 5 | 10,5 | 18,9 |
| 10 | 2,4 | 4,7 |
| 15 | — | 2,1 |
Повышение скорости напрямую уменьшает количество рабочих смен или, при том же фонде времени, увеличивает выпуск продукции.
Список отраслей широк, однако каждая из них предъявляет собственные требования к точности и повторяемости, поэтому стоит разобрать наиболее характерные.
Данные применения демонстрируют универсальность волоконных систем и их способность работать как в тяжёлой металлообработке, так и в прецизионных нишах.
Головки с автофокусом сокращают время смены листа, а датчик высоты обеспечивает стабильный зазор 0,5–1 мм, что критично на неровном металле. Для азотной резки производители предлагают клапаны с плавной регулировкой давления, позволяющие снизить расход газа на 12–15 %.
Современные контроллеры поддерживают протоколы ProfiNet и EtherCAT, что упрощает интеграцию со складскими автоматами и роботизированными штабелёрами. Обратите внимание на наличие функции Fly-Cut — она ускоряет перфорацию тонкого листа до 30 %.
Пакеты Nesting, встроенные в ЧПУ, позволяют сократить отход материала на 5-7 % за счёт более плотной раскладки деталей. Это быстро окупает затраты на лицензию.
До списка затрат целесообразно пояснить, что большинство компаний недооценивает статью расходников, ориентируясь только на цену станка.
Итого 55–70 % стоимости владения формирует энергопотребление и газ, что делает высокоэффективный источник самым важным фактором при расчёте TCO.
После внедрения системы рекуперации азота и перехода на ночной тариф по электричеству завод «Энергомаш» снизил общие расходы на 18 % без модернизации самой оптики, что подтверждает важность грамотной энергетической стратегии.
Лазерное излучение 1 µм полностью поглощается сетчаткой глаза, поэтому класс защиты корпуса должен быть не ниже IV по ГОСТ IEC 60825. Закрытая станина с вытяжкой обеспечивает выброс частиц РМ2,5 на уровне 1 мг/м³, что соответствует санитарным нормам РФ. Рециркуляция дыма через фильтр HEPA повышает КИОС до 99,97 %.
Волоконные лазеры объединили высокую плотность мощности, непревзойдённую энергетическую эффективность и низкие требования к обслуживанию. Стабильный луч обеспечивает прецизионную резку и сварку широкого спектра металлов, а современная электроника интегрируется в существующую цифровую среду предприятия.
