Горизонтал — это когда за тебя работает гравитация. Стружка вниз, инструмент сбоку, деталь — на тумбстоне или в призмах. Тише, чище, продуктивнее… но и тяжелее, дороже, требовательнее к оснастке. Я соберу всё важное в одном месте: где горизонтальный фрезерный оправдан, какие узлы смотреть, чем он «делает» вертикал, и где наоборот — смысла нет.
Начнём по-взрослому: со сравнения форм-фактора. Не «философия», а конкретные параметры. Да, это не религия — есть исключения. Но как точка опоры — годится.
| Критерий | Горизонтальный (HMC/горизонтально-фрезерный) | Вертикальный (VMC/вертикально-фрезерный) |
|---|---|---|
| Стружкоотвод | Вниз по гравитации, зона реза чище | На стол и вокруг, больше рециркуляции |
| Паллеты/автоматизация | Часто «из коробки» (2 паллеты, паллет-пул) | Реже/опция, чаще вручную |
| Оснастка | Тумбстоны, поворотники, многогранная базировка | Плиты, тиски, «плоские» серии |
| Доступ оператора | Ниже визуализация, выше автономность | Видно «как режет», вмешательство проще |
| Производительность | Сильна на многопозиционных деталях (6 сторон) | Сильна на плитах, крупных плоскостях |
| Площадь/вес | Больше, тяжелее, «на фундамент» | Компактнее, легче |
| Стоимость | Выше входной билет | Ниже порог входа |
| Чистота поверхности | Стабильнее при силовой обработке | Проще добиться на «плоских» чистовых |
После таблицы — человеческими словами. HMC раскрывается, когда много сторон и много деталей «на одной стойке»: пока шпиндель режет на паллете А, на паллете B вы меняете заготовки. VMC честно побеждает там, где большие плиты, низкий бюджет и нужен «смотрибельный» процесс. И да, если не готовы к тумбстонам/паллетам/щупам — горизонтал будет как спорткар на зимних шинах.
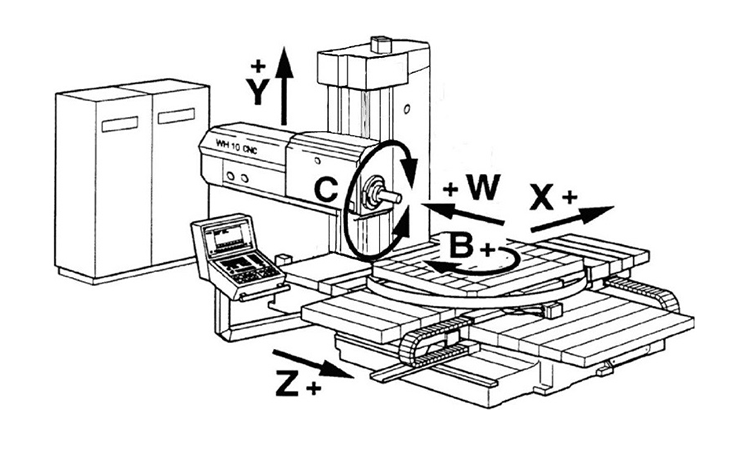
Голая механика. Горизонтальный шпиндель, стол с поворотом (часто ось B), жёсткая станина, выверенный отвод стружки. Дальше — нюансы, от которых зависит и след, и ресурс, и нервная система.
На тяжёлых сериях — крутящий момент важнее «паспорта оборотов». Интерфейсы — не просто буквы на конусе, это жёсткость пары «шпиндель—держатель» и повторяемость посадки.
| Интерфейс | Контакт | Где уместен | Замечания |
|---|---|---|---|
| BT/CAT (7:24) | Конус | Универсальные HMC/VMC 40/50-го конуса | Массово, доступно; face-контакта нет |
| BIG-PLUS/BBT (7:24+face) | Конус + торец | Силовая и чистовая, длинный вылет | Жёстче и тише, требует «родного» шпинделя |
| HSK (полый) | Конус + торец | Высокие обороты, пресс-форма, алюминий | Чувствителен к чистоте/балансу инструмента |
Здесь «про деньги» простое: не экономить на правильных пулстадах и чистоте конусов. Дёрнуло в голове взять «почти подходящую» тяговую головку — получите биение, полосы и ранний сервис шпинделя.
Направляющие? Линейные — быстрые и «скользкие» (серии, алюминий, HSM). Коробчатые — «толстокожие», демпфируют силовой рез. Гибриды встречаются всё чаще, и это нормально.
Ключ к загрузке шпинделя — не «магический цикл», а отсутствие простоев. Две паллеты — уже другая жизнь. Паллет-пул — вообще праздник. Магазин? Если в программе больше 24 инструментов — берите цепной/панельный на 40–120 позиций и забудьте «жонглировать» держателями. И оставляйте «пустых соседей» под длинные — не геройствуйте.
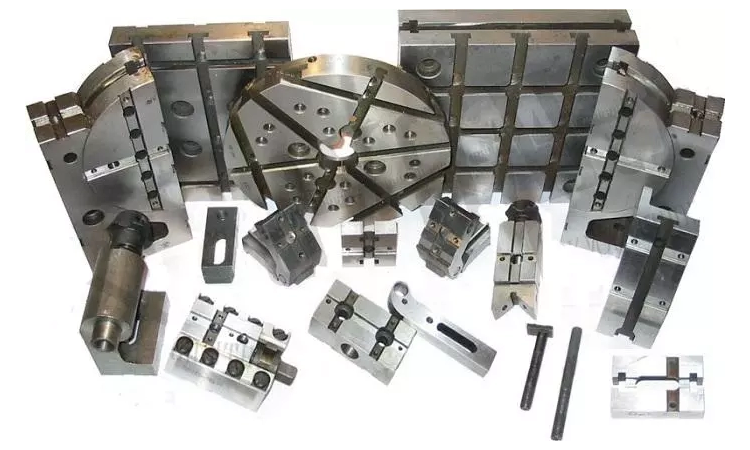
Вот где горизонтал раскрывается на всю катушку. Тумбстоун (монолит/алюминиевый/решётчатый), призмовые опоры, быстрая перенастройка. И да — щупы.
Без них можно? Можно. Но тогда не спрашивайте, почему «то в размер, то нет».
Горизонтальная кинематика сама подсказывает «как жить». В боковых проходах чип отваливается вниз, HEM-стратегии едут тише, а пазование «в полный» рациональнее в два-три захода с грамотным врезанием. На вертикале вы бы уже промокли в эмульсии, здесь — сухо и чисто.
Давайте связать тип детали — с конфигурацией станка. Без поэзии, по делу.
| Деталь/серия | Конфигурация HMC | Почему зайдёт |
|---|---|---|
| Корпуса 4–6 сторон | 2 паллеты + тумбстоун + ось B | Одна установка закрывает все стороны, шпиндель «не простаивает» |
| Плиты с пазами/отв. | Базовый стол + призмы | Чип вниз, чистые пазы, меньше «включений» оператора |
| Малая серия «всё подряд» | 2 паллеты, 24–40 инструментов | Время переналадки уходит в тень, одна стойка — много номенклатуры |
| Тяжёлый съём по стали | Конус 50, редуктор, коробчатые | Момент, демпфирование, стабильность поверхности |
| Алюминий/скорость | Direct, HSK/BBT, форсунки/воздух | Высокие подачи, чистый след, минимум намаза |
Короче, горизонтал любит многогранник и повторяемость. Если деталь «плита метр на метр» — не мучайте станок, возьмите VMC/портал.
Сюрпризов тут нет — есть дисциплина. Подача через шпиндель? 20 бар — уже делает сверление/метчики предсказуемыми. 70 бар — глубокие отверстия, «капризные» сплавы, тонкие канавки. Форсунки — в зону реза, а не «красиво на камеру». Конвейер под ваш чип: шарнирно-пластинчатый — для ленты; скребковый — для шлама/мелочи; магнитный — для феррочипса и «пыли». И фильтрация. Всегда фильтрация.
Да, скучно. Зато работает каждый день.
А ещё — держите карту «своих» режимов и оснастки у пульта. Не мем из интернета. Вашу, обкатанную.
Соберу чек-лист. Чтобы без «купили — а зачем?».
С этим списком реальность быстро ставит точки над «i»: горизонтал нужен, если вы готовы «кормить» его оснасткой и партией. Иначе лучше честный вертикал.
Не лекция, а профилактика боли. Коротко и по живому.
Исправляется несложно: план, дисциплина и правильная оснастка.
Короткий блок «вопрос-ответ». Без реверансов.
Чтобы не абстрактно — три реальных «портрета» под разные задачи.
Да, они разные. Но логика одна: конфигурацию диктует деталь, а не «скидка месяца».
Цифры — не сакральные, но тренд понятен. Паллеты/тумбстоны повышают загрузку шпинделя; щупы режут переналадки; правильная эвакуация чипа — убирает «микро-простой» на чистку и спасает поверхность. Отсюда — меньше брак, ровнее цикл, «тише в цеху». И это уже не «хочу горизонтал», а «он себя окупает».
Горизонтально-фрезерный — не волшебная палочка. Это платформа, которая раскрывается только вместе с правильной оснасткой (тумбстоны, паллеты, держатели), дисциплиной (щупы, фильтры, траектории) и задачей (многогранник, серия, силовой съём). Если всё это есть — получите чистый чип, загруженный шпиндель и предсказуемую партию. Если нет — возьмите честный вертикал и не мучайте ни себя, ни станок. Всё просто. И да — гравитация действительно помогает).