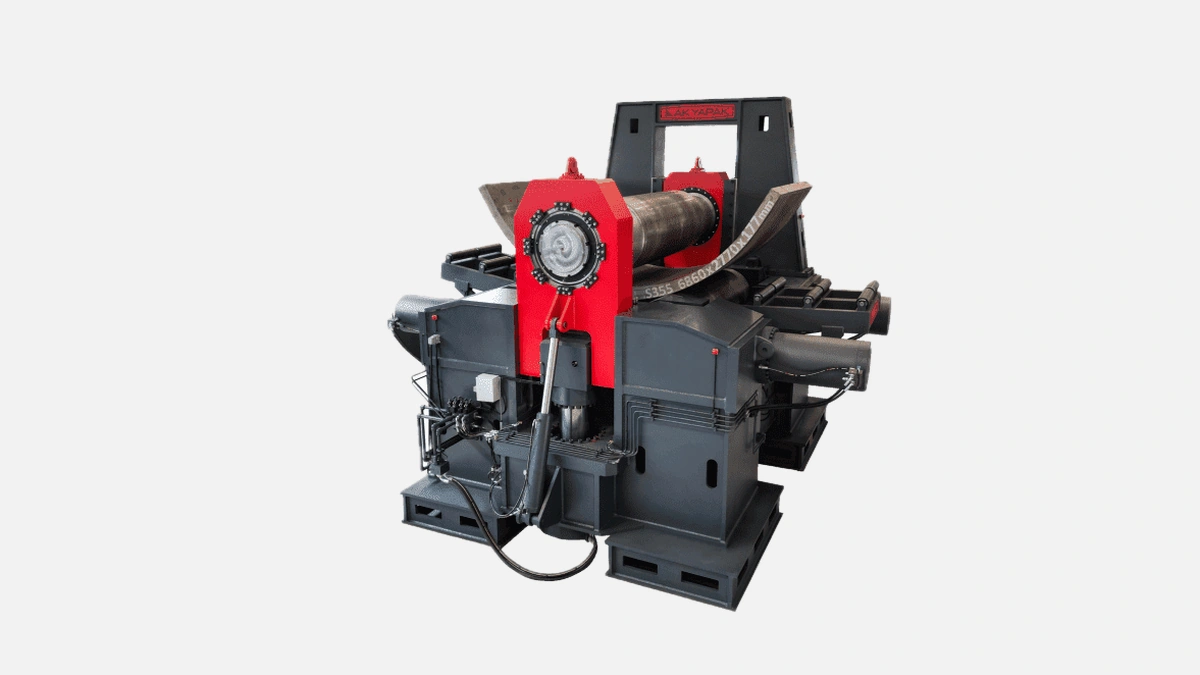
AKYAPAK AHV 3-Roll — это современный 3-валковый гидравлический станок для точной гибки листов до 6 мм толщиной.
Серия AHV относится к асимметричным трехвалковым вальцам, где верхний вал неподвижен, а два нижних перемещаются гидравлически. Такое расположение создает устойчивый гибочный треугольник, за счет которого лист постепенно обжимается по заданному радиусу без резких перегибов. Гидравлические цилиндры развивают усилие до 160 бар, и это дает возможность одинаково точно гнуть как углеродистую сталь, так и нержавейку с пределом текучести до 310 Н/мм².
Российские цеха редко могут позволить себе простой оборудования, поэтому скорость цикла критична. AHV показывает 4 м/мин при стандартном листе 2050×6 мм, что закрывает суточную норму мелкосерийного резервуарного производства на одну смену. После заполнения памяти NC-контроллера типовыми программами переход ко второй партии занимает меньше минуты, а переналадка на иной радиус требует только корректировки одного параметра.
Перед следующим списком важно подчеркнуть, что большинство моделей в этом диапазоне мощности имеют механическую предварительную гибку, и только гидравлика AHV дает повторяемость менее ±0,5 мм по кромке.
Все три пункта напрямую снижают себестоимость готового изделия за счет минимизации доводочных операций.
Валки изготовлены из 42CrMo4 и индукционно закалены до 54 HRC по поверхности. Эта твердость удерживает геометрию при контактном давлении свыше 600 Н/мм, поэтому даже при регулярной гибке швеллерной нержавейки вал не «садится». Допуск на конусность по верхнему валу не превышает 0,04 мм на метр длины, что подтверждено замерами TÜV на заводе в Бурсе.
Контроллер ведет позиционирование боковых валов с дискретностью 0,1 мм. В результате готовая оболочка диаметром 500 мм отходит от теории на 0,3–0,4 мм, и этой точности хватает, чтобы вставить фланец без правки молотком.
В стандартной комплектации установлен NC-пульт Siemens Basic Panel с русскоязычным меню. Оператор видит актуальное положение валков, давление в гидросистеме и остаточный конус.
Перед списком уточним, почему именно этот уровень автоматизации оптимален для среднесерийного производства. Полный ЧПУ часто не окупается при партиях до 100 штук, а ручная гидравлика — риск человеческого фактора.
После сохранения программы система сама доводит боковые валки до расчетного положения, а оператору остается только подавать заготовку и контролировать катание.
Сварная станина проходит термоотжиг при 620 °C с последующим виброупрочнением — таким образом снимаются остаточные напряжения и корпус не «ведет» при многолетней работе. Маслостанция оборудована фильтром 10 μм и датчиком засоренности. Производитель указывает средний межремонтный интервал 10 000 моточасов, что подтверждается отзывами пользователей «Проммех форума» за 2022–2023 гг.
Гарантированная работоспособность при скачках напряжения от 360 до 420 В позволяет без дополнительных ИБП ставить станок в подавляющем большинстве российских промзон.
Габариты 3300 × 1350 × 1450 мм и масса 3,8 т дают возможность завести станок через обычные откатные ворота и смонтировать на плиту толщиной 200 мм. Выносные педали и защитный трос по периметру рабочей зоны удовлетворяют требованиям ГОСТ 12.2.124-2013.
Подключение в штатную гидросистему не требуется, достаточно трёхфазной сети 380 В, воздух подается только к пневмо-прижимам конусных ограждений, расход — 40 л/мин, что перекрывается стандартным компрессором 5,5 кВт.
Даже базовая комплектация закрывает 90 % типовых задач, но для ещё более сложных изделий доступны опции. Ниже приведен перечень, который чаще всего заказывают резервуарные и вентиляционные предприятия.
Каждая опция интегрируется без сварочных доработок, поскольку монтажные места предусмотрены заводом.
Большинство российских заводов сравнивают AHV с классическими пирамидальными вальцами. При гибке толщин до 6 мм пирамидные модели требуют двух проходов и ручного рихтования кромки, тогда как AHV выполняет заготовку за один проход с предварительной гибкой. На практике это дает экономию 3–4 минуты на каждую обечайку, что при месячном объеме 2000 штук позволяет высвободить целую смену оператора.
По энергопотреблению 7,5 кВт двигателя хватает для 95 % операций, поэтому пиковая нагрузка не превышает 12 А на фазу, тогда как электромеханические аналоги той же длины тянут до 18 А вследствие большого момента на редукторе.
Суммарные эксплуатационные затраты складываются из расхода электроэнергии, сервисных материалов и амортизации. AHV демонстрирует расход 0,75 кВт·ч на одну обечайку 1000×6 мм, что на 18 % ниже, чем у электромеханических машин аналогичной длины.
При среднерыночной цене 14 руб за кВт·ч экономия за год работы в две смены превышает 170 000 рублей. Дополнительная выгода — уменьшение затрат на сварку благодаря точной предварительной гибке, что оценивается еще в 8–10 % себестоимости резервуара.
Турецкий бренд AKYAPAK более 60 лет специализируется на гибочном оборудовании и поставляет его в 110 стран, включая Россию, Казахстан и Белоруссию. Завод берёт на себя сертификацию по CE и ISO 9001, а также проводит 48-часовой прогон каждого станка перед отгрузкой. Практика показывает, что средние и крупные предприятия — от производителей дымовых труб до нефтегазовых подрядчиков — выбирают AHV именно за счёт сочетания точности, экономичности и готовности к расширению автоматикой. Эти преимущества делают серию логичным выбором для фирм, ориентированных на стабильное качество и быструю окупаемость оборудования.



