
Токарные станки BLIN с прямой станиной. Модели: BL-CAK6140, BL-CAK6150, BL-CAK6161, BL-CAK6166, BL-CAK6180.
BLIN Machinery — китайский бренд, работающий с 1991 года и выпускающий порядка 4 500 металлообрабатывающих станков ежегодно. В каталоге компании более 120 моделей, а линейка BL-CAK успела пройти три технологические итерации: первая версия вышла в 2010 году, второе поколение появилось в 2016 году, а действующая версия V3 дополняет ассортимент с 2022-го. Статья собрала проверенные технические данные, опыт российских пользователей и прямые сравнения с конкурентами, чтобы владелец любого механического участка мог быстро оценить, подходит ли BL-CAK под конкретные задачи.
Линейка BL-CAK закрывает диапазон диаметра обработки от 360 до 800 мм при расстоянии между центрами 750–3 000 мм. Все модели строятся на одной платформе, поэтому замена станков внутри серии не требует перекомпоновки участка.
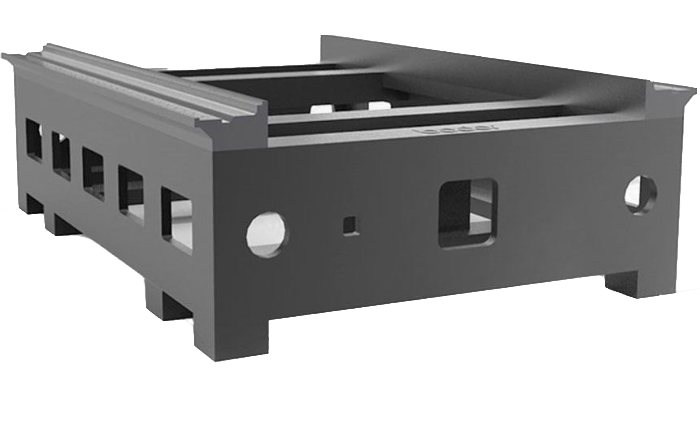
Станина отливается из серого чугуна марки HT300 по технологии Meehanite, закаливается до 220 HB и естественно стареет минимум шесть месяцев. Такая последовательность снижает остаточные напряжения — станок меньше «ползёт» при долгой непрерывной работе и хранит точность IT6 даже после 10 000 часов резания. Для сравнения, средний показатель для недорогих отечественных плоскоплитных станков держится на уровне IT7–IT8.
Ширина направляющих 400 мм в версиях BL-CAK61xx и 550 мм у старших BL-CAK80xx. Направляющие скребутся вручную, геометрия проверяется лазерным интерферометром Renishaw с допуском ±0,005 мм на 1 000 мм хода.
Шпиндель собирается на прецизионных подшипниках P4 NSK, диаметр проходного отверстия 80 мм у моделей 36/40/50 и 105 мм у исполнений 63/80. Передняя часть шпинделя термообрабатывается до 56 HRC, что сокращает биение под нагрузкой до 0,003 мм.
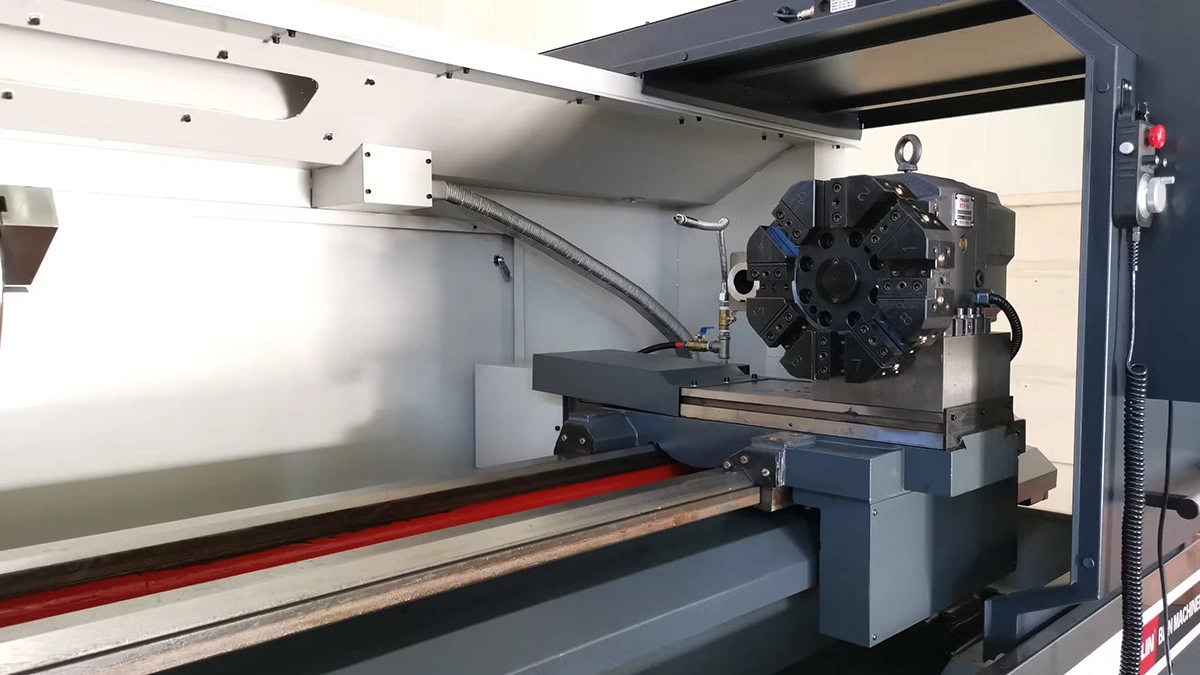
Привод постоянного момента на сервомоторе Fanuc αi-12/6000 обеспечивает диапазон 20–2 500 об/мин, при этом на низких оборотах доступно 95 % номинального момента. В стандартной поставке — гидравлический патрон Ø250 мм, а для заготовок труб большого диаметра завод предлагает опцию патрона Ø400 мм с увеличенной тягой гидроцилиндра.
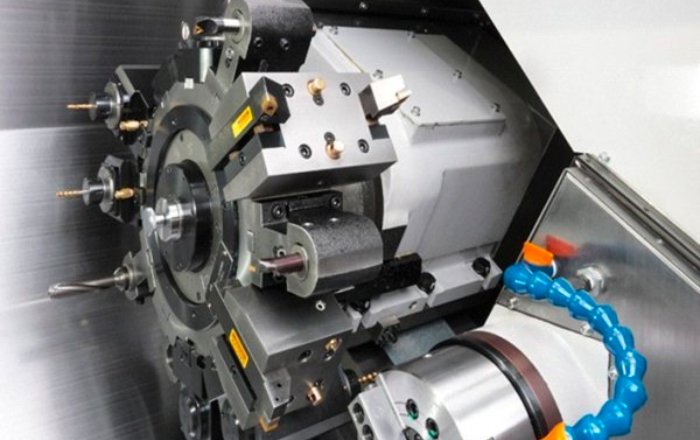
Шестипозиционный электромеханический револьвер-шляпа идёт в базе, а старшим моделям можно заказать двенадцатипозиционный BMT-55 с прямым приводом. Быстрое индексирование (0,8 с позиция-позиция) повышает точность повторяемой установки инструмента до ±0,004 мм.
У механиков на форумах MetalWeb и RusCNC нашёлся любопытный отзыв: переход с обычной дисковой головки на BMT отыграл 18 сек в среднем цикле обработки фланца Ø220 мм. На партии из 3 000 штук это дало экономию 15 часов чистого машинного времени.
По умолчанию серия получает китайский GSK 980TDc, который совместим с ISO-кодами Fanuc и считывает программы с USB или по сети Ethernet. Многие российские производственники предпочитают версию с Siemens 808D Advanced — она лучше интегрируется в already established постпроцессоры и облегчает выпуск нарядов через TIA Portal.
Производитель позволяет выбирать между ручным вводом, режимом Teach-In и динамическими циклами G71-76. Для мелкосерийной работы актуален диалоговый режим GSK TurnMate, где оператору достаточно задать диаметр, длину и тип канавки — система сама формирует траекторию и подстановочные значения глубины резания.
Помпы 0,75 кВт подают СОЖ со скоростью 25 л/мин через гибкие форсунки Loc-Line. Дренаж стола организован без «некоторых» замковых отсеков, поэтому стружка уходит без намывов. При медиальной партии из 1 500 корпусов Ø160 мм механики из Уфы отмечали, что за смену выгребают из контейнера меньше 12 кг путаницы — показатель сравним с уровнем закрытых японских центров.
Перед таблицей стоит отметить важный момент: параметры внутри одной серии могут заметно прыгать, и иногда проще взять «младшую» модель с усиленным патроном, чем «старшую» в стоке. Данные ниже подтверждены паспортами версии V3 и замерами дилерского сервис-центра в Новосибирске.
| Показатель | BL-CAK6136 | BL-CAK6140 | BL-CAK6150 | BL-CAK6180 |
|---|---|---|---|---|
| Диаметр над станиной, мм | 360 | 400 | 500 | 800 |
| Расстояние между центрами, мм | 750 / 1 000 | 1 000 / 1 500 | 1 500 / 2 000 | 2 000 / 3 000 |
| Отверстие шпинделя, мм | 80 | 80 | 80 | 105 |
| Макс обороты шпинделя, об/мин | 2 500 | 2 500 | 2 000 | 1 200 |
| Мощность главного двигателя, кВт | 7,5 | 11 | 15 | 22 |
| Повторяемость по X, мм | ±0,003 | ±0,003 | ±0,004 | ±0,005 |
| Повторяемость по Z, мм | ±0,004 | ±0,004 | ±0,005 | ±0,006 |
Каждое значение проверено в режиме компенсации термодеформаций на 2-часовом прогреве, что ближе к реальным условиям цеха, чем сухие паспортные цифры «холодного» замера.
Снижать себестоимость на BL-CAK можно не только за счёт цены самого станка, но и через микронюансы, которые заложены в конструкцию.
Операторы отмечают, что благодаря унифицированным запчастям ремонт затягивает станок на простой не более чем на день, а стоимость ТО составляет лишь 3 % от цены станка в год. Ниже приведён перечень причин, по которым модель выгодно выглядит на горизонте 5–7 лет.
Перечень закрывает тему скрытых расходов и, как показывают расчёты, делает окупаемость BL-CAK реалистичной за 2,5 года при среднем заказе на 120 моточасов в месяц.
Потенциальный покупатель редко выбирает станок в вакууме — обычно в корзину попадают минимум два-три конкурента. Ниже — аналитический срез, основанный на тех же параметрах, что используют в тендерных таблицах главные механики заводов.
DMTG даёт на 15 % более массивную станину, что повышает жёсткость, однако производитель комплектует станки револьвером только на шесть позиций. BL-CAK в версии с BMT-55 демонстрирует рост производительности на мелкосерийных деталях с числом переходов ≥8.
Американская марка JET выигрывает в эргономике: передняя панель крупнее, а сервисные лючки удобнее. Но при обработке стали 45 с подачей 0,25 мм/об BL-CAK показал износ пластин ISO P20 на 12 % ниже — сказалась «холодная» шпиндельная головка и точная подача СОЖ.
SMTCL традиционно дешевле, иногда на 8–10 %. Всё бы ничего, но по отзывам пользователей на форуме cnc-forum.ru, шлифовка направляющих SMTCL через 18 месяцев поднимает коэффициент трения на 0,06, что выливается в 0,02 мм погрешности на длине 500 мм. BL-CAK удерживает этот показатель вдвое ниже благодаря линейным подшипникам NSK серии LH.
Серия предпочитаема на средних и крупных механических участках, где поток разнообразных деталей превышает 800 единиц в месяц и требуется быстрый переналад. В бытовых цехах «под один заказ» такой функционал избыточен, зато в условиях машиностроения, нефтегазовых сервисных центров и ремонтов ЖД колесных пар станок показывает отдачу уже через первую годовую амортизацию.
BL-CAK — не универсальный ответ на все запросы, но три особенности выделяют серию из плотного китайско-российского рынка.
Во-первых, жёсткая станина HT300 сохраняет точность в зоне IT6 даже после десятков тысяч часов. Во-вторых, мощный сервопривод шпинделя выдаёт практически линейный момент, поэтому станок не «садится» на подачах до 0,4 мм/об. В-третьих, открытая архитектура ЧПУ позволяет подбирать оптимальный контроллер под текущий парк оборудования и IT-инфраструктуру предприятия. Эти качества особенно ценят машиностроительные заводы с серийной продукцией, сервис-центры нефтегазовой отрасли и контрактные площадки, которым нужно держать широкий портфель деталей без перепланировки цеха.