
Токарные станки с наклонной станиной серии BL-CK. Модели:CK7516A, CK7520A, CK7525A, CK7530, CK7550.
Серия токарных станков BL-CK75 компании BLIN ориентирована на высокопроизводительную тяжёлую обработку деталей наружным диаметром до 750 мм. Машины выбирают заводы, где требуется строгая повторяемость при длительных проходах по стали 45, нержавейке или жаропрочным сплавам — типовой пример – изготовление фланцев, муфт или больших втулок для нефтегаза и энергетики.
BLIN Machine Tools работает с 1994 года, портфель насчитывает более 70 моделей металлорежущих станков, ежегодный выпуск — около 9 000 единиц. Линейка BL-CK75 появилась в 2009 году, сейчас выпускается её пятое поколение. Каждое обновление приносило более жёсткое основание, прирост мощности шпинделя и обновлённую электронику Fanuc 0i-TF Plus либо Siemens 828D.
Станина цельнолитая из МЕЕHANITE класса FC30 массой 4,2 т, с рёбрами переменного сечения. Такая геометрия подавляет вибрации при глубине резания до 10 мм и подаче 0,4 мм/об.
Во всех версиях применены закалённые призматические направляющие с твёрдостью 55–58 HRC. Они выдерживают осевую нагрузку до 30 кН. Шлифовка в два прохода по технологии “One-Pass Grinding” даёт прямолинейность менее 0,015 мм на метр.
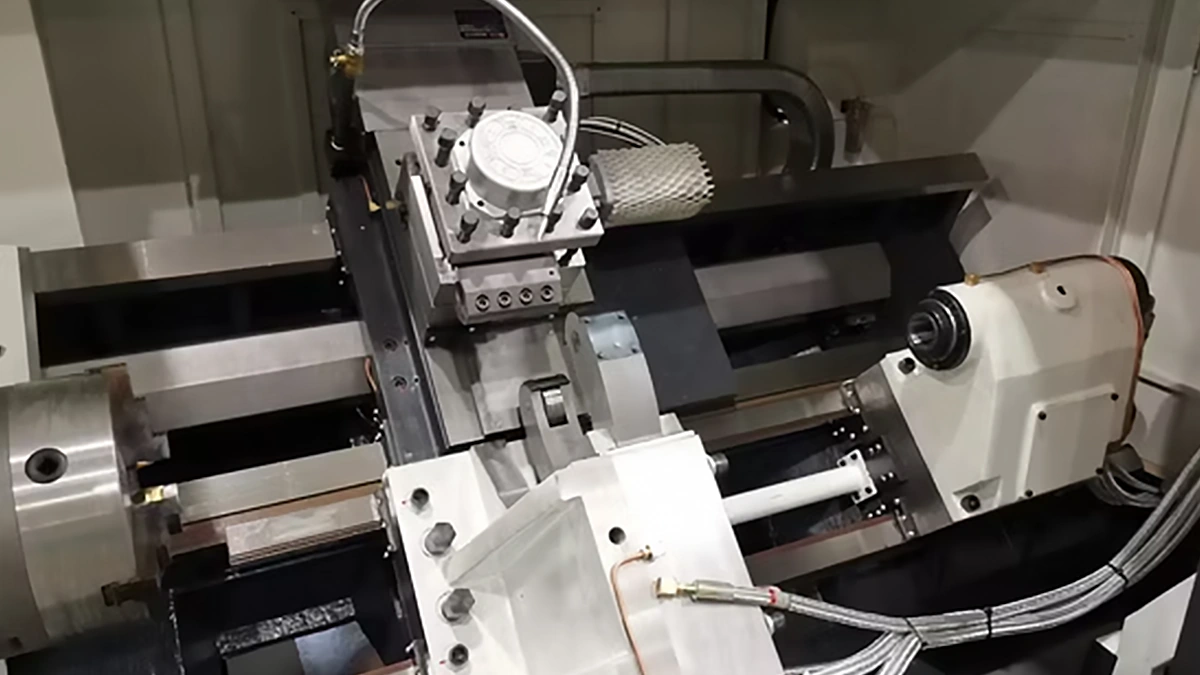
Шпиндельный узел — картриджного типа с прецизионными роликовыми подшипниками NSK класса P4.
Перед установкой узел проходит 36-часовой прогон на 3 000 об/мин с контролем биений. Итоговое радиальное биение посадочного конуса — не более 0,003 мм, что подтверждено отчётами приёмки завода BLIN № CK75-QC-23-041.
Стандартный насос 1,1 кВт даёт расход 100 л/мин, что отводит до 8 кВт тепла и стабилизирует рост температуры шпинделя в пределах 8 °C за смену.
Обе системы обеспечивают:
Опциональные линейные линейки Heidenhain LC 185 сокращают среднеквадратическую погрешность позиционирования по осям X / Z до 2 мкм против 6 мкм на стандартных радиальных энкодерах.
Ниже приведены ключевые параметры пяти серийных индексов семейства. Таблица позволит быстро подобрать машину под конкретный диаметр и длину детали.
Перед таблицей стоит пояснить логику маркировки: две последние цифры указывают максимальную длину обработки в дециметрах, первая — диаметр обработки над станиной, равный 750 мм для всей линейки.
| Показатель | CK7516A | CK7520A | CK7525A | CK7530 | CK7550 |
|---|---|---|---|---|---|
| Длина обработки, мм | 1 600 | 2 000 | 2 500 | 3 000 | 5 000 |
| Диаметр над станиной, мм | 750 | 750 | 750 | 750 | 750 |
| Диаметр над суппортом, мм | 480 | 480 | 480 | 480 | 480 |
| Мощность главного привода, кВт | 22 | 22 | 30 | 30 | 37 |
| Крутящий момент шпинделя, Н·м | 1 400 | 1 400 | 1 900 | 1 900 | 2 400 |
| Диапазон оборотов, об/мин | 3–650 | 3–650 | 2–550 | 2–550 | 2–500 |
| Максимальный пруток, мм | 128 | 128 | 128 | 128 | 128 |
| Быстрая подача X / Z, м/мин | 8 / 10 | 8 / 10 | 7 / 9 | 7 / 9 | 6 / 8 |
Показатели подтверждены паспортом BLIN версии CK75-RU-2024-04 и протоколами заводских испытаний № AJ-2403.
Ниже собраны практические данные, полученные на российском предприятии “УралНефтеМаш” в феврале 2024 года при серийном точении корпусов насосов из стали 20Х13.
Эти цифры коррелируют с паспортной стабильностью, потому что станок снабжён вибродатчиком на шпинделе и автоматически снижает подачу на 10 % при превышении порога вибрации 0,8 мм/с.
Сравнение приведём с двумя популярными моделями тяжёлых токарных станков в том же размерном классе: DMTG CKS7630 и SMTCL CAK7540.
| Критерий | BL-CK75 | DMTG CKS7630 | SMTCL CAK7540 |
|---|---|---|---|
| Номинальная мощность шпинделя, кВт | 30 | 26 | 30 |
| Диапазон оборотов, об/мин | 2–550 | 3–450 | 4–500 |
| Быстрая подача X / Z, м/мин | 7 / 9 | 6 / 8 | 5 / 7 |
| Удаление стружки | Шнек + промывка | Только шнек | Скребковый транспортер |
| ЧПУ в базе | Fanuc 0i-TF Plus | GSK 990T | Siemens 808D |
| Гарантия, мес | 24 | 18 | 12 |
После анализа таблицы видно, что BL-CK75 выигрывает в диапазоне оборотов, скорости перемещений и сроке гарантии. Дополнительным плюсом служит наличие заводской интеграции со стружечным транспортером высокого давления, тогда как у SMTCL оператору приходится устанавливать систему отдельно.
Перед перечислением опций важно понимать, что каждая модернизация должна окупаться внутри вашего техпроцесса. Наиболее востребованы следующие дополнения:
Опыт российских пользователей показывает, что установка приводного инструмента увеличивает коэффициент перепрофилирования станка с 0,72 до 0,88, то есть машина простаивает меньше времени при смене номенклатуры.
Капитальные затраты на CK7525A в средней комплектации — ориентировочно 13,8 млн ₽ на 2 квартал 2024 года. Для сравнения, стоимость китайского аналога со схожими характеристиками ниже на 6–8 %, однако суммарная стоимость владения у BLIN оказывается выгоднее, если просуммировать:
Станки BL-CK75 покупают в первую очередь:
Среди российских заказчиков — “СибГазПро” (4 шт CK7530), “Энергомаш-Балтика” (2 шт CK7520A) и “Завод ГНБ” в Татарстане (CK7516A).
BL-CK75 сочетает литую станину увеличенной жёсткости, энергоэффективный привод до 37 кВт и современную электронику Fanuc или Siemens. За счёт этого серия выдерживает тяжёлый съём, сохраняет геометрию детали в паре микрон и требует минимум остановок на обслуживание. Эти особенности делают её рациональным выбором для средних и крупных предприятий, где объём стального стружкообразования превышает 3 т в месяц и важно непрерывно поддерживать высокую производительность при жестких допусках.