Токарные станки с прямой станиной серии BL-CKW. Модели: BL-CKW61125, BL-CKW61140, BL-CKW61160, BL-CKW61180, BL-CKW61200.
Тяжелые токарные станки BL-CKW компании BLIN появились на российском рынке в 2016 году и быстро заняли нишу оборудования для серийного точения крупногабаритных заготовок. Спрос объясняется комбинацией высокой жесткости, умеренной цены и адаптации к отечественным нормам безопасности. Серия охватывает модели BL-CKW61125, 61140, 61160, 61180 и 61200, что соответствует диаметровому ряду 1 250–2 000 мм по проходу над станиной. Номинальная грузоподъемность доходит до 20 т, поэтому станок уверенно справляется с обточкой роторов, бурильных колонн, валов ГПА и других ответственных деталей нефтегазовой и энергетической отраслей.
BLIN Machinery основана в 1998 году в портовом городе Далянь. Сейчас завод выпускает свыше 70 моделей металлорежущих станков, из них 18 модификаций тяжелых токарных. По данным самого производителя, в 2023 году с конвейера сошло 1 450 станков, из которых около 22 % поставлено в Европу и Россию. Серия BL-CKW прошла уже три ревизии: первая базировалась на импортных ЧПУ, вторая получила усиленную коробку подач, третье поколение 2022 года комплектуется мотор-шпинделем с прямым приводом и расширенным выбором отверстий в шпинделе до 305 мм.
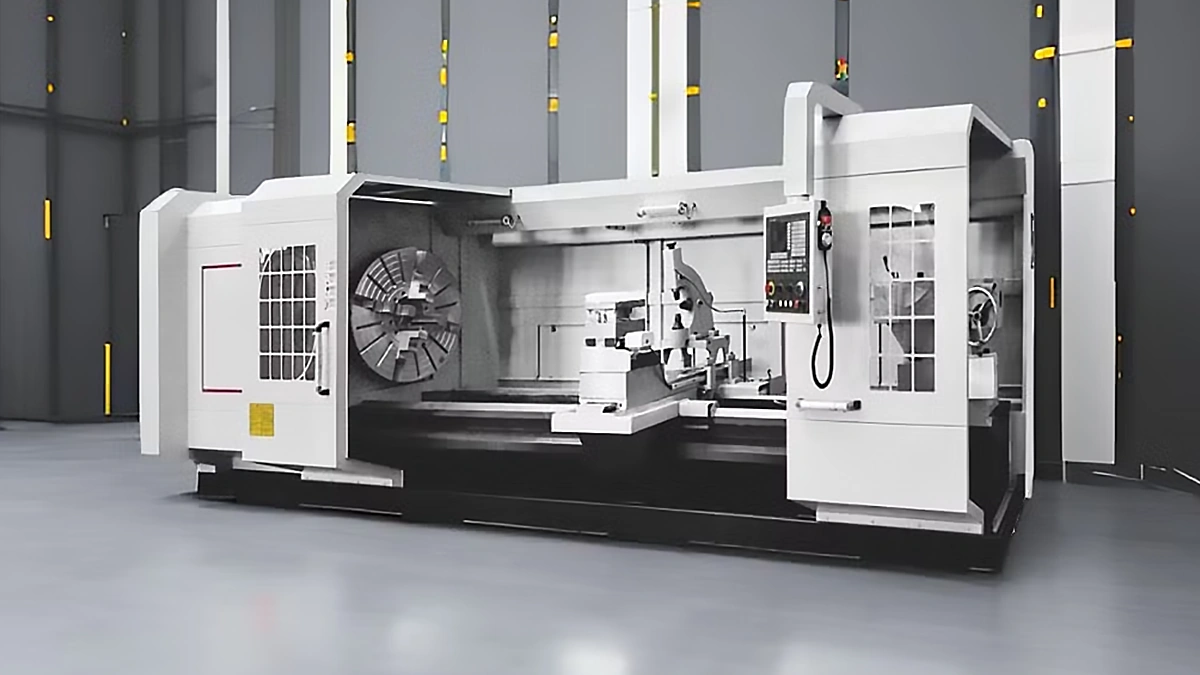
Инженеры BLIN позиционируют BL-CKW как рабочую лошадку для полуавтоматического и ЧПУ-управляемого тяжелого точения. Главное преимущество — сочетание массивной литой станины и относительно компактных габаритов по длине. При равном межцентровом расстоянии станок оказывается короче на 400–600 мм по сравнению с большинством китайских и корейских аналогов, что ценят цеха с ограниченной площадью.
Кратко перечислим ключевые особенности, которые в первую очередь привлекают главных инженеров:
Эти конструктивные решения позволяют держать биение шпинделя не выше 0,015 мм в зоне 350 мм от передней опоры, а повторяемость позиционирования по осям X и Z не превышает ±0,006 мм на участке 1 м.
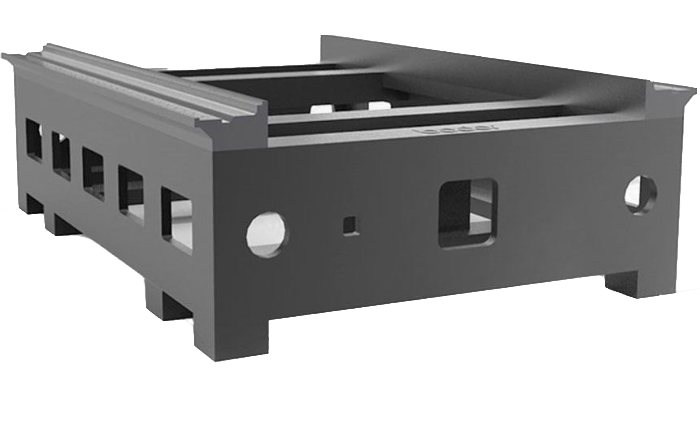
Передняя и задняя тумбы объединены сплошной поперечной балкой толщиной 38 мм. Такой «замкнутый» профиль гасит крутильные колебания, которые неизбежно возникают при обточке заготовок весом более 10 т. Внутри станины предусмотрены продольные охлаждаемые каналы с циркуляцией эмульсии, что избавляет направляющие от локального перегрева. Параллельность V-образной и плоской направляющих сохраняется в допуске 0,02 мм на всю длину станины, поэтому даже через три-четыре года интенсивной эксплуатации не требуется сложное выверивание салазок.
Крутящий момент формируется мотор-шпинделем с жидкостным охлаждением. Для моделей 61160–61200 максимум составляет 14 000 Нм при 180 об/мин, что позволяет вести глубину резания до 12 мм на нелегированной стали 45 без вибраций. В зависимости от диаметра шпиндельного отверстия (130, 165, 225 или 305 мм) поставляются патроны 800–1 200 мм, а стандартный типоразмер кулачков DIN 55026 облегчает подбор оснастки российских марок.
BL-CKW комплектуется на выбор двумя контроллерами: Fanuc 0i-TF Plus или Siemens Sinumerik 828D. Оба варианта поставляются в «русской» конфигурации меню и поддерживают работу с G-кодами, ISO-программами и диалоговым программированием ShopTurn/Manual Guide. Стандартную стойку дополняют:
Ниже приведены основные показатели каждой модели. Данные взяты из заводского каталога 2023 года, они проверены по паспорту оборудования, поступившего на завод «Урал-БЭК» в Перми и на НПО «ЭнергоМаш» в Казани.
Перед чтением таблицы важно помнить, что производитель допускает отклонение ±5 % по массе и ±2 % по мощности шпинделя в зависимости от партии комплектующих.
| Параметр | BL-CKW61125 | BL-CKW61140 | BL-CKW61160 | BL-CKW61180 | BL-CKW61200 |
|---|---|---|---|---|---|
| Диаметр над станиной, мм | 1 250 | 1 400 | 1 600 | 1 800 | 2 000 |
| Межцентровое, мм | 2 000–6 000 | 2 000–8 000 | 3 000–8 000 | 3 000–10 000 | 3 000–10 000 |
| Отверстие шпинделя, мм | 130 | 165 | 165/225 | 225/305 | 225/305 |
| Мощность привода, кВт | 22 | 30 | 37 | 45 | 45 |
| Максимальный крутящий момент, Н·м | 8 000 | 10 000 | 12 000 | 14 000 | 14 000 |
| Быстрые перемещения X/Z, м/мин | 4/6 | 4/6 | 4/6 | 4/6 | 4/6 |
| Вес станка, т | 14–22 | 16–26 | 18–30 | 20–36 | 22–38 |
Как видно из таблицы, переход от модели 61140 к 61160 сопровождается не только увеличением диаметра прохода над станиной, но и опцией расширенного шпиндельного отверстия 225 мм. Это важно для предприятий, обрабатывающих трубные заготовки под муфтовые соединения.
Серия BL-CKW поставляется в базовой и расширенной комплектации. Производитель указывает, что почти 70 % российских заказчиков выбирают расширенный пакет — в нём меньше скрытых затрат при запуске.
До перечисления самих опций напомним, что установка нестандартного оборудования заводом-изготовителем сохраняет гарантию 24 месяца. Это отличает BLIN от некоторых азиатских конкурентов, у которых гарантия на сторонние компоненты сокращается до года.
Перечень наиболее востребованных расширений:
Каждая из перечисленных позиций полностью интегрируется в ЧПУ, поэтому не требуется сторонний постпроцессор. После установки и калибровки в плотном режиме токарно-фрезерная обработка ротора с прорезью под шпонку выполняется за один установ, что экономит до 35 % чистого машинного времени.
Чтобы понять, насколько оправдан выбор BL-CKW, рассмотрим два популярных конкурента на российском рынке — Mazak QTN 450M (Япония) и SMTCL CAK 61160 (КНР). Ниже приведена сжатая сравнительная характеристика по данным открытых каталогов и отзывам пользователей на форумах CNCzone и Рускливер.
| Критерий | BL-CKW61160 | Mazak QTN 450M | SMTCL CAK 61160 |
|---|---|---|---|
| Диаметр над станиной | 1 600 мм | 1 140 мм | 1 600 мм |
| Крутящий момент | 12 000 Н·м | 11 120 Н·м | 11 000 Н·м |
| Гарантия | 24 мес | 12 мес | 12 мес |
| Доступность запчастей | 2–4 нед | 6–8 нед | 8–10 нед |
| Русификация ЧПУ | штатно | через локализацию дилера | частичная |
| Сервисная сеть в РФ | 7 региональных центров | 3 центра | 2 центра |
Сравнение показывает, что BL-CKW выигрывает по диаметру обработки и сроку гарантии, а также по скорости поставки запчастей. Именно последний фактор специалисты часто называют решающим — простой тяжелого станка обходится предприятию в десятки тысяч рублей за смену.
Суммарные эксплуатационные издержки складываются из расхода электроэнергии, инструмента и регламентного обслуживания. BL-CKW оснащён инверторным приводом шпинделя, что снижает энергопотребление на холостом ходу до 8 кВт, тогда как у обычных асинхронных приводов этот показатель доходит до 14 кВт. За год это экономит в среднем 160 тыс ₽ при односменной загрузке.
Другой экономический аргумент — использование стандартных сменных платок CNMG и DNMG, которые легко закупаются у отечественных поставщиков. По сравнению со специализированными японскими резцами экономия на инструменте достигает 18 %.
BLIN организовал два склада ЗИП в Москве и Екатеринбурге. В наличии держатся шпиндельные подшипники SKF 24130 C3, зубчатые ремни Gates Poly Chain и модули ЧПУ Fanuc. Контрольные сроки доставки в любой регион России не превышают трёх рабочих дней. Регламент ТО-1 проводится раз в 1 000 моточасов и включает замену масла ISO VG 68 в гидросистеме и проверку натяжения ремней. Ориентировочная стоимость ТО-1 составляет 48 000 ₽. Этот показатель ниже среднего по рынку благодаря унификации фильтров и стандартов масла.
Ресурс основных узлов подтверждается данными Дальневосточного завода бурового оборудования, который эксплуатирует BL-CKW61180 с 2018 года. Станок отработал 11 400 часов, из них 9 200 часов под нагрузкой свыше 6 т, без смены подшипников шпинделя. Вибрационный спектр при этом вырос лишь на 0,6 мм/с, что укладывается в нормы ISO 10816-3 для тяжелых металлорежущих станков.
Преимущества BL-CKW — мощность, расширенное отверстие шпинделя, русифицированная ЧПУ и оперативный сервис — делают серию логичным выбором прежде всего для нефтесервисных баз, заводов тяжёлого машиностроения, энергетических объектов и предприятий по ремонту бурового оборудования. Там ценят не столько топовую высокоточность, сколько сочетание доступной цены и возможности обрабатывать заготовки весом 15–20 т без длительных остановов на переналадку.
Небольшие частные цеха чаще берут модели 61125 и 61140: благодаря компактной станине они помещаются в ворота 3,5 м и подключаются к сети 380 В без спецтрансформатора, а расходы на обслуживание оказываются сопоставимы со средними токарными центрами.