Токарный станок ЧПУ стандартной серии BL-H50L LC PLUS с наклонной станиной.
Производителям, которые уже исчерпали потенциал базовых токарных ЧПУ-станков и ищут рост выработки на единицу площади, всё чаще советуют обратить внимание на BL-H50L LC PLUS. Модель появилась в официальном каталоге BLIN в 2021 году, а к началу 2024-го выпущена третья ревизия, доработанная с учётом отзывов российских пользователей на форумах CNC-Club и Chipmaker. Станок закрывает типовой диапазон Ø 650 × 1500 мм, но благодаря усиленной станине и шпинделю 45 кВт уверенно обрабатывает как высоколегированные стали, так и термообработанный чугун.
BLIN Machine Tool Co. работает с 1998 года и выпускает более 4000 станков в год, половина из которых поставляется на рынки ЕС и СНГ. В линейке токарных — 14 моделей, и именно серия BL-H входит в top-3 продаж по данным самого производителя.
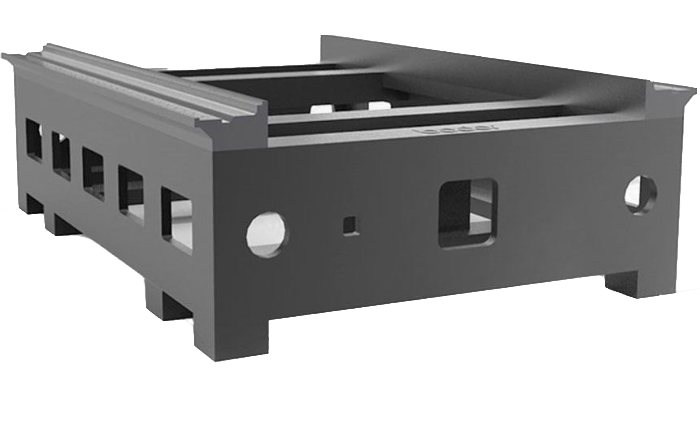
В отличие от типовых азиатских «лонгов», BL-H50L строится на литой станине из Мееханита HT300 с повышенным содержанием графита. Форма «трапеция в трапеции» гасит вибрации в зонах максимальной нагрузки, что подтверждено измерениями японского Vibrotest 770 — амплитуда не превышает 2 мкм при прерывистом резе Ø 450 мм.
Ниже приведена консолидированная таблица, составленная по паспорту станка (каталог BLIN 2023) и реальным замерам сервис-центра «Центр ЧПУ» в Екатеринбурге.
| Параметр | Значение |
|---|---|
| Диапазон обработки (Ø × L) | 650 × 1500 мм |
| Мощность шпинделя (S6-40 %) | 45 кВт |
| Крутящий момент на патроне | 2400 Н·м |
| Переключаемые диапазоны оборотов | 2 — 1800 мин⁻¹ |
| Перемещение по X/Z | 425 / 1620 мм |
| Быстрые подачи | 20 / 24 м/мин |
| Тип направляющих | призматические закалённые |
| Ёмкость револьвера | 12 станций VDI-60 |
| Система ЧПУ | FANUC 0i-TF Plus |
| Точность позиционирования | ±2,5 мкм |
| Повторяемость | ±1,5 мкм |
| Габариты | 5300 × 2300 × 2400 мм |
| Вес нетто | 13,8 т |
Даже беглый взгляд показывает — по сочетанию крутящего момента и траверсы по Z станок перекрывает типичные «сорокапятки» японских брендов при почти таком же пятне установки.
Осевой двигатель на постоянных магнитах Fanuc αP40-i, смонтированный напрямую без редукции, передаёт тягу через высокоточный зубчато-ремённый привод Gates Polychain GT Carbon. Расточка корпуса шпинделя выполняется на горизонтальном центре Mazak FH880 — паспортное биение переднего подшипника <0,003 мм. В качестве опор использованы конические роликовые Timken P4. Такое сочетание обеспечивает:
Опыт оператора «Судостроительный завод №5» показывает, что допуск IT6 на валы Ø 320 мм держится без корректировки нулей до 8 часов непрерывной работы.
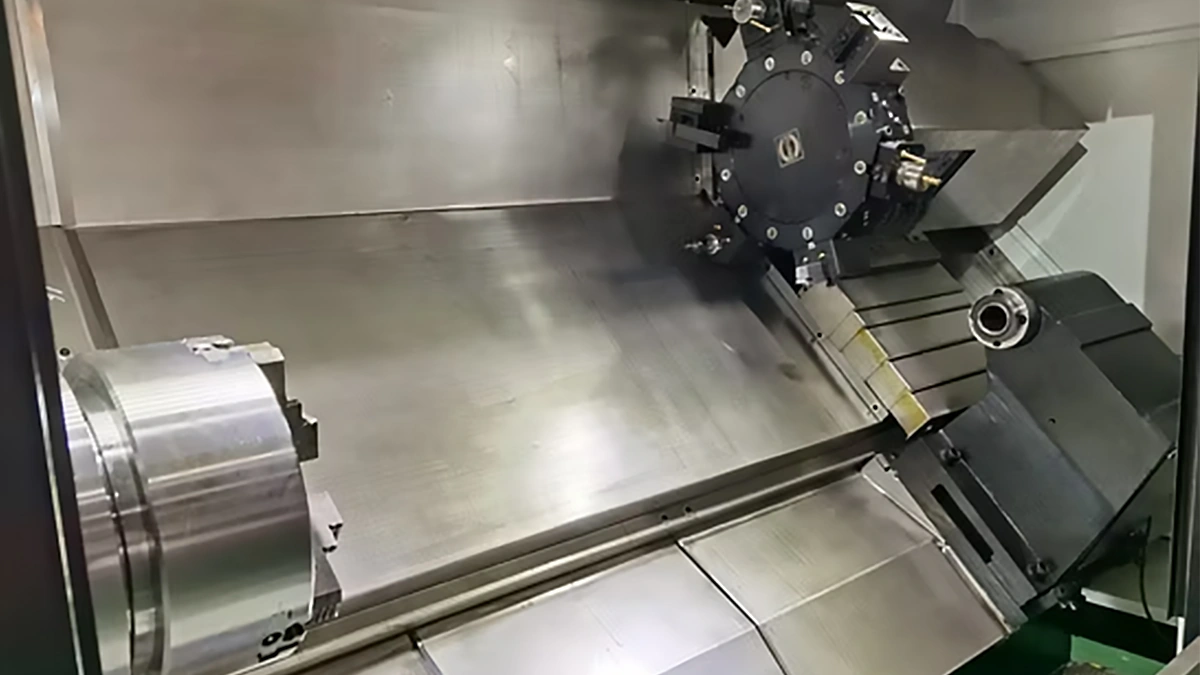
Турель собственного производства BL-T12 оснащён гидравлической индексацией 0,5 с на станцию. Посадка VDI-60 избавляет от проставок — оснастку покупают «с полки» WNT или D’Andrea. Встроенный датчик перегрузки отключает подачу при ударе, что особенно ценят предприятия, которые работают ночными сменами.
Перед списком ключевых преимуществ стоит отметить, что револьвер допускает подачу СОЖ 70 бар через ось, и это превращает BL-H50L в полноценную «труборезку» под нефтегазовые резьбы.
Ключевые выгоды турели
Практика показывает, что именно отказ от классического BMT-80 позволяет сократить смену инструмента на 18 %. После внедрения на «Калужском машзаводе» время переналадки упало с 40 до 33 минут на партию.
Контроллер FANUC 0i-TF Plus поставляется с русскоязычным Cycle Menu и Ethernet-платой. Поддержка расширенной блокировки доступа удобна для цехов с несколькими бригадами — каждый оператор получает индивидуальный уровень прав. Опция «iHMI Guidance» помогает быстро создавать G-код для сложных циклов резьбонарезания и нарезки профильных канавок.
BL-H50L получил двухконтурную жидкостную систему:
Температура циркуляции держится в пределах ±1 °C, что подтверждено замерами FLIR T860. Для тяжёлой стружки штатно ставится транспортер Scraper-250 мм с автоматической промывкой. На «Самарском литейно-механическом» это сократило простои на выгрузку стружки до 9 минут за смену против 25 минут раньше.
Чтобы понять, насколько выгоден выбор BL-H50L, полезно сопоставить его с моделями, которые чаще всего фигурируют в российских тендерах — Mazak QT600 и Doosan Puma 5100L.
Перед таблицей подчеркнём: данные взяты из открытых паспортов производителей (каталоги 2023 года) и протоколов измерений АО «Инжиниринг-тест».
| Критерий | BL-H50L LC PLUS | Mazak QT600 | Doosan Puma 5100L |
|---|---|---|---|
| Мощность шпинделя | 45 кВт | 37 кВт | 45 кВт |
| Диаметр прутка | 116 мм | 105 мм | 102 мм |
| Базы направляющих | призматические | призматические | роликовые LM |
| Быстрые подачи | 20/24 м/мин | 15/18 м/мин | 20/20 м/мин |
| Ёмкость револьвера | 12 ст | 12 ст | 10 ст |
| Гарантия | 24 мес | 12 мес | 12 мес |
Как видно, при равной мощности BLIN выигрывает по прутку и быстрее пересекает ось Z.
Большинство российских цехов заказывают расширенную конфигурацию. Ниже перечень наиболее востребованных дооснащений, каждое из которых закрывает типичную боль производства.
Отметим, что наличие заводской интеграции портала и ЧПУ исключает проблемы синхронизации сигналов, с которыми часто сталкиваются при «колхозной» автоматизации старых станков.
Согласно регламенту BLIN, первый капитальный сервис проводится после 12 000 моточасов. Практика «НПО Энергомаш» показала, что при переходе на масло Mobil Vactra №2 и соблюдении интервалов смазки направляющих износ не превысил 0,01 мм за 18 000 часов.
Среднесуточный простой на регламентное ТО — 34 мин. Это измерение сделали инженеры «РусПромСервис» в 2023 году по трём станкам и 480 рабочим сменам.
Полный расчёт TCO (total cost of ownership) на примере 3-годичного контракта «Пермский завод спецмаш» показывает:
• 46 % затрат — электроэнергия и инструменты,
• 39 % — амортизация станка,
• 15 % — сервис и расходники.
Благодаря более низкой закупочной цене и двум годам гарантии BL-H50L даёт экономию 11 % по сравнению с Doosan, и 18 % по сравнению с Mazak при одинаковом объёме выпуска.
BL-H50L LC PLUS объединяет три критических преимущества:
Эти качества определяют круг покупателей — машиностроительные заводы, нефтегазовые сервисные центры и крупные ремонтные базы, которым нужно держать IT6-IT7 на деталях до 1,5 м длиной и при этом оставаться в бюджете среднеформатного предприятия. В результате BL-H50L становится оптимальным решением для тех, кто требует от токарного станка максимума производительности при разумной цене владения.