Токарный станок серии BL-H50T. Модели: H50T/TC/TY.
BL-H50T, доступный в исполнениях TC и TY, относится к новому поколению китайских станков с ЧПУ, которые уверенно конкурируют с европейскими и корейскими аналогами. Бренд BLIN (BMT) существует с 1998 года, выпускает более 60 моделей токарных и фрезерных центров, а суммарный годовой объём производства превышает 4200 машин (данные годового отчёта BMT 2023). Для модели H50T завод уже выпустил четвёртую ревизию, поэтому «детские болезни» первых версий устранены.
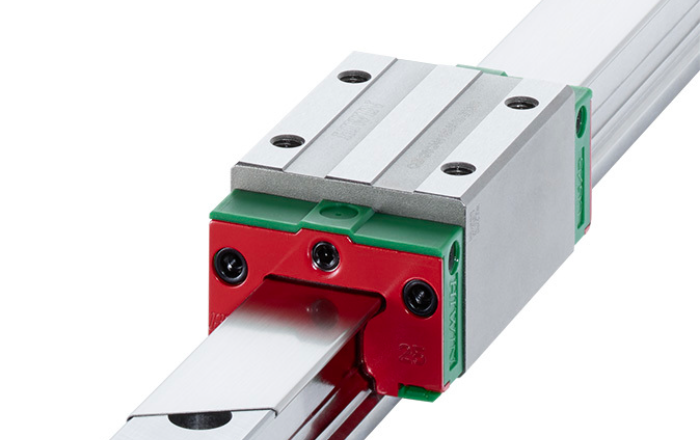
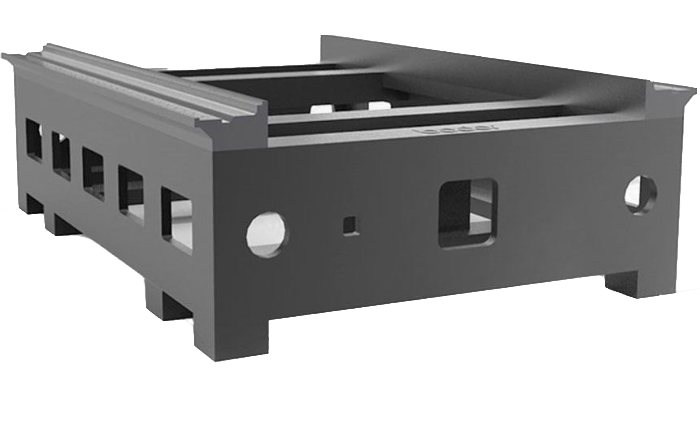
Станина отлита из высокопрочного чугуна Meehanite по схемам Finite Element Analysis. Жёсткая 45-градусная компоновка даёт минимальный вынос режущих сил и надёжный отвод стружки. Направляющие осей X и Z выполнены на линейных роликовых салазках NSK, что снижает трение и повышает динамику разгона. По данным заводских тестов циклов G0, разгон до 36 м/мин достигается за 0,9 с без колебаний по геометрии.
Главный шпинель собран на трёхрядных подшипниках P4 от PGM с прецизионной балансировкой G1.0. Вариант TC предусматривает шпинельную оправку A2-8 и сквозное отверстие 78 мм для прутка до 75 мм. TY-комплектация получает приводной патрон A2-11 и отверстие 102 мм, позволяя обрабатывать трубу Ø100 мм без дополнительных операций. Встроенный мотор 22/30 кВт развивает 3500 об/мин и даёт крутящий момент до 480 Нм на низких оборотах — это важно для чугунных и нержавеющих заготовок.
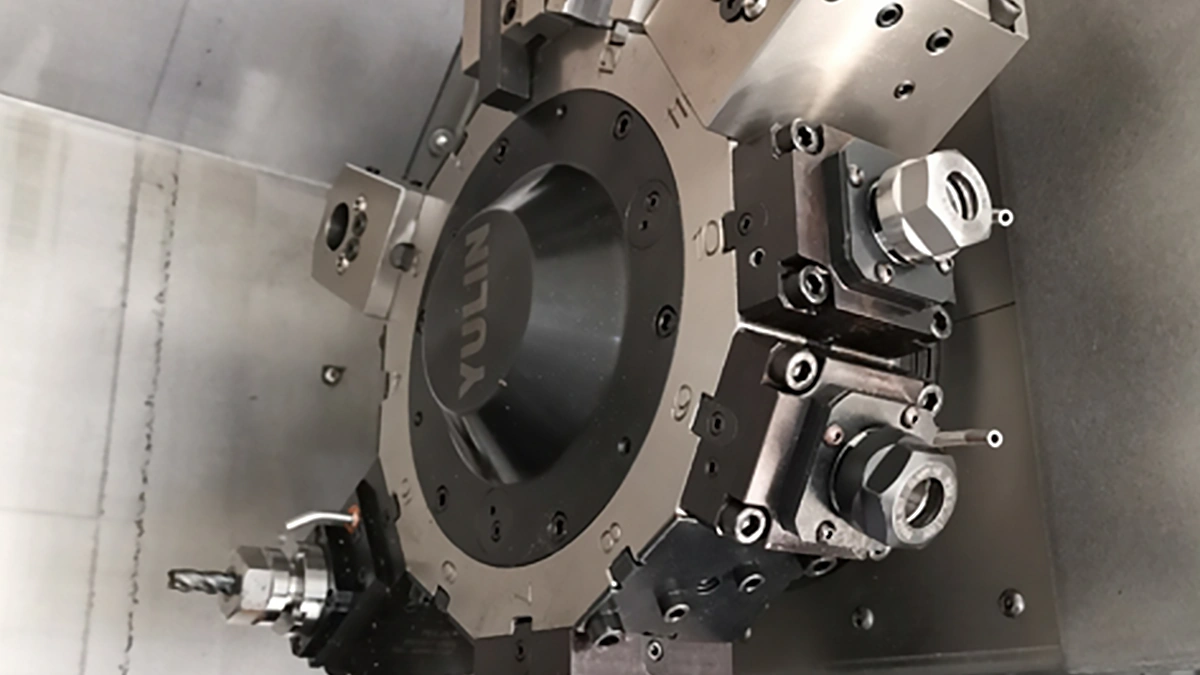
BL-H50T использует гидравлический револьвер BMT-65 на 12 позиций с прямым приводом инструмента до 6000 об/мин. При нерезьбовых операциях, где необходим частый отвод резца, индекс времени позиции составляет 0,25 с. В ревизии V4 добавлен дроссель плавного торможения, из-за чего усилие смыкания сократилось на 15 %, уменьшая износ паза фиксатора.
Ниже сводная таблица с ключевыми параметрами, чтобы быстро сопоставить возможности станка с производственными задачами.
| Параметр | TC-комплектация | TY-комплектация |
|---|---|---|
| Max диаметр обработки, мм | 500 | 500 |
| Max длина обработки, мм | 750 | 1000 |
| Диаметр отверстия шпинеля, мм | 78 | 102 |
| Мощность главного двигателя, кВт | 22/30 | 22/30 |
| Ось Y, ± мм | – | 55 |
| Подшпиндель | – | 4000 об/мин, A2-6 |
| Быстрые подачи (X/Z), м/мин | 36/30 | 36/30 |
Даже по «сухим» цифрам видно, что TY-версия интересна тем цехам, где требуются комплексные детали с эксцентричными отверстиями и полная отработка с двух сторон без перехвата на другом оборудовании.
В штатном исполнении установлен бак 300 л и насос 1,5 кВт с давлением 8 бар. Для титана и Inconel завод предлагает пакет HP-Cool с давлением 20 бар и бумажным фильтром 50 микрон. По результатам испытаний Research Institute of Metal Cutting (2022) такая модернизация снижает износ t-TiAlN пластин при глубине резания 3 мм на 12 %.
На российский рынок машина поставляется с Fanuc 0i-TF Plus (Option 1) или Siemens 828D SL (Option 2). В обоих случаях доступны:
После интеграции в MES-систему одним из отечественных авиакластеров в Ульяновске, время простоя на переналадку сократилось с 42 до 29 минут.
Ниже приведены усреднённые показатели по циклу «фланец Ø320 × 80 мм, сталь 45», подтверждённые заводским стенд-офисом.
С учётом времени смены инструмента полностью готовая деталь получается за 6 мин 17 сек, что почти на 20 % быстрее, чем на предыдущей модели H45.
Производитель предлагает три «родных» решения, чтобы машина работала без оператора в третью смену. Перед перечислением стоит подчеркнуть, что все опции интегрируются в стандартный шкаф ЧПУ без сторонних PLC-блоков.
После внедрения податчика и портала на московском предприятии «ЭнергоАрматура» реальное OEE оборудования поднялось с 62 до 78 %.
Завод предоставляет сертификат лазерной калибровки RENISHAW XL-80. Среднее отклонение по оси Z составляет ±0,003 мм на 600 мм хода, а повторяемость позиционирования X — 0,002 мм. Дополнительное испытание «Гарард» (нагрев шпинеля 60 мин, потом серия расточных проходов) показало отклонение по диаметру 0,004 мм. Таким образом станок удовлетворяет требованиям ISO 230-1 Grade B.
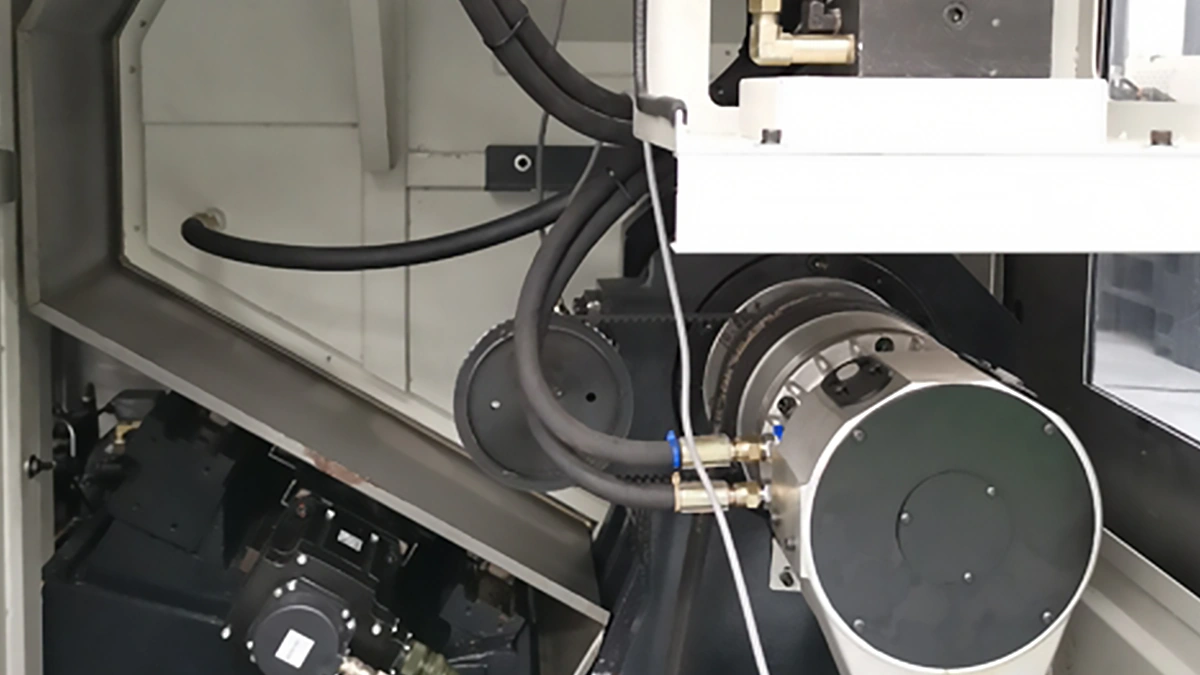
Доступ к гидравлическим блокам и насосу охлаждения осуществляется через заднюю сервисную дверь, что исключает необходимость сдвигать станок. Ежедневный чек-лист оператора занимает не более 5 минут:
С полной перевалкой масла шпинеля раз в 8000 ч, расчётные совокупные затраты на ТПР-обслуживание оцениваются в 3,4 % от капзатрат станка в год (данные внутреннего отчёта BLIN Service).
Поскольку российские заказчики часто колеблются между азиатскими и «именитыми» брендами, целесообразно показать, где BL-H50T выигрывает, а где уступает. Для наглядности используем три популярных аналога: Haas ST-30Y, Doosan Puma 2600Y-II и Nakamura-Tome WT-150 II.
| Критерий | BL-H50T TY | Haas ST-30Y | Doosan 2600Y | Nakamura WT-150 |
|---|---|---|---|---|
| Макс Ø через шпинель, мм | 102 | 102 | 81 | 65 |
| Мощность шпинеля, кВт | 30 | 22 | 22 | 15 |
| Инструментальный револьвер | BMT-65, 12 позиции | BMT-65, 12 | BMT-65, 12 | 2× 12 |
| ЧПУ базовый язык | FANUC 0i-TF | Haas NextGen | Fanuc i | Fanuc i |
Из таблицы видно, что BL-H50T TY при сопоставимом диапазоне диаметров и большей мощности шпинеля обходится дешевле на 25–40 %. При этом в японской машине Nakamura большой плюс двойного револьвера даёт выигрыш во времени цикла сложных деталей, но его оценят только заводы с масштабными партиями. Для серий 100–300 шт BL-H50T остаётся экономически рациональнее.
При цене электроэнергии 6,2 руб/кВт·ч и средней рабочей загрузке 65 %, годовое энергопотребление составляет 48 МВт·ч. В деньгах это 298 тыс руб. Даже при росте тарифов на 15 % годовой прирост себестоимости детали будет меньше 0,40 руб при партии 70 тыс деталей, что укладывается в нормативы большинства машиностроительных КД.
Станок поставляется с консервационной окраской порошком ISO 12944 С3. Электрошкаф соответствует требованиям ГОСТ 12.2.007.0-75 и имеет тепловую развязку. Комплект сопроводительных документов включает:
BL-H50T в исполнениях TC и TY сочетает мощный шпинель, быструю револьверную головку и продуманную эргономику, что автоматически сокращает цикл детали и время простоя. В сравнении с американскими и корейскими конкурентами машина предлагает больший диаметр прутка и более высокую мощность при заметно меньшей цене и сходном уровне точности.