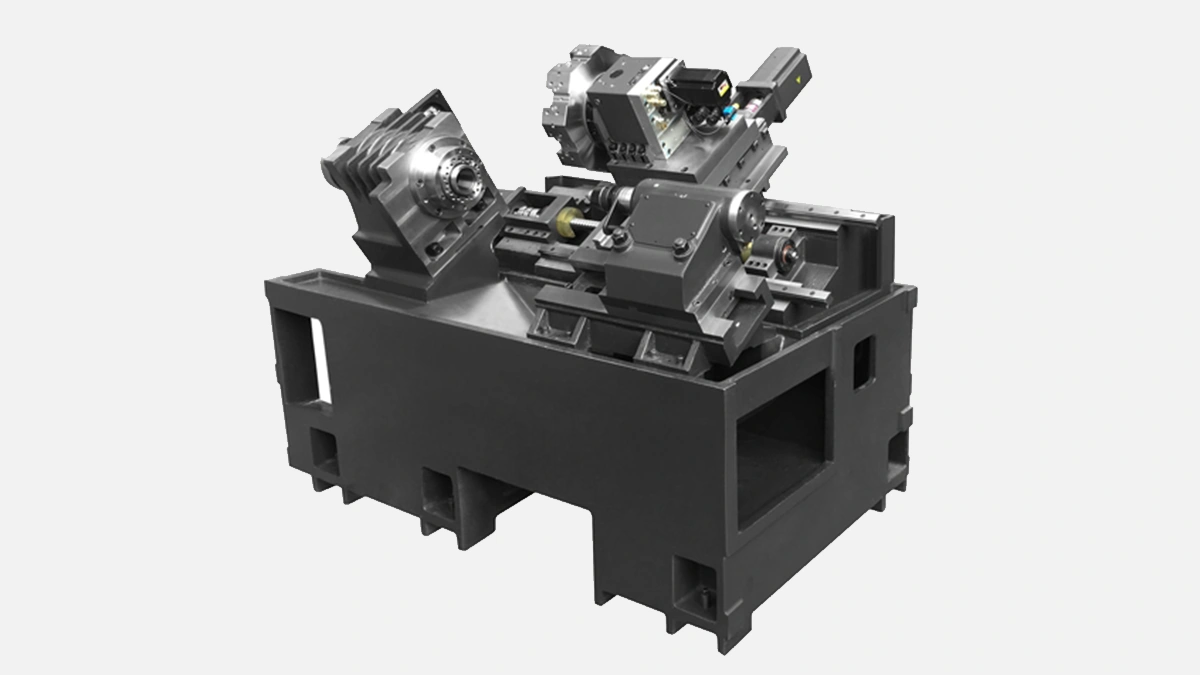
Токарный станок BLIN с наклонной станиной прецизионной серии BL-S40/40M
Прецизионный станок BL-S40/40M создан компанией BLIN Machinery — китайским производителем, работающим с 2002 года и выпускающим свыше 2 000 станков ЧПУ ежегодно. Серия S насчитывает шесть модификаций, а конкретно модель 40/40M за последние восемь лет претерпела три ревизии, каждая из которых улучшала жёсткость станины и расширяла возможности управляющей системы.
Конструкторы BLIN базируются в Яньтае, регионе с высокой концентрацией машиностроения, что позволяет оперативно внедрять решения, опробованные на десятках соседних предприятий. Такая обратная связь отражается на точности и надёжности, за которые серию S ценят в мелкосерийных и серийных цехах по всему миру.
Главная идея — предоставить токарную группу с параметрами, которые раньше встречались только в оборудовании топ-уровня, но по цене среднего сегмента. Для российских заводов это означает возможность внедрить ЧПУ-точение ±3 мкм без перегрузки инвестиционного бюджета.
Разработанная платформа охватывает:
После запуска новой ревизии в 2022 году BLIN заявила повторяемость позиционирования 0,003 мм, что подтверждается протоколами приемо-сдаточных испытаний на заводе-изготовителе.
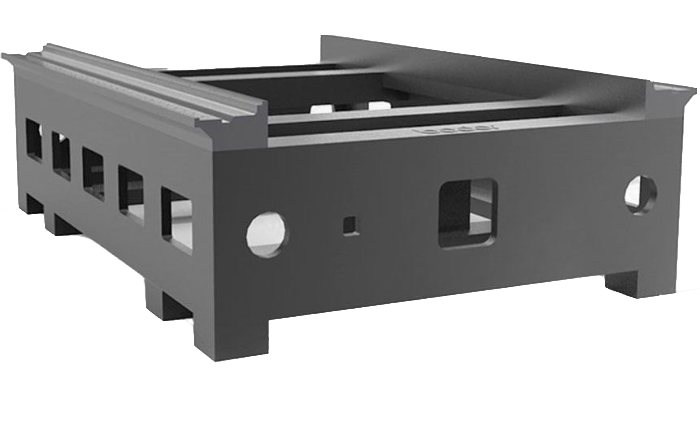
Станина отливается из высокопрочного чугуна HT300, затем проходит естественное старение на открытых складах не менее шести месяцев. Такая технология снижает внутренние напряжения и предупреждает «ползучесть» геометрии. По результатам независимых измерений МИ расхождение по плоскостности направляющих через 1 500 часов работы не превышает 2 мкм.
Шпиндель BL-S40/40M комплектуется японскими подшипниками NSK серии NN3032, расположенными по схеме «двойной упор + радиальный роликовый».
Перед подключением к мотору каждая шпиндельная сборка проходит динамическую балансировку, а паспортная вибрация не превышает 0,8 мм/с при 3 000 об/мин. В сочетании с 7,5-киловаттным сервомотором это позволяет точить легированные стали с припуском до 4 мм на сторону без снижения стойкости инструмента.
Базовая комплектация поставляется с контроллером GSK 980TD i, популярным в России благодаря меню на кириллице и полной поддержке ISO-кода. Опция FANUC 0i-TF Plus добавляет службу «DIA Adviser» для автоматической коррекции износа резца, что снижает человеческий фактор при массовом выпуске деталей.
Операторская панель крепится на поворотной консоли, что удобно при наладке, а широкое окно с закалённым стеклом 8 мм обеспечивает хорошую обзорность зоны резания.
Прежде чем перейти к цифрам, важно понимать, что каждая ревизия модели выпускается в двух вариантах: базовый «S» и «M» с приводным инструментом. Данные ниже относятся к актуальной версии 2023 года.
| Параметр | BL-S40 | BL-S40M |
|---|---|---|
| Максимальный диаметр обработки над станиной | 400 мм | 400 мм |
| Максимальная длина обработки | 400 мм | 400 мм |
| Диаметр отверстия шпинделя | 52 мм | 52 мм |
| Диапазон оборотов | 50 – 4 500 об/мин | 50 – 4 500 об/мин |
| Мощность главного двигателя | 7,5 кВт | 7,5 кВт |
| Кол-во позиций револьверной головки | 8 | 12 (живой инструмент) |
| Быстрые подачи X/Z | 24/30 м/мин | 24/30 м/мин |
| Повторяемость позиционирования | ±0,003 мм | ±0,003 мм |
Таблица показывает, что версия «M» отличается только револьвером и возможностью сверлить, фрезеровать и нарезать резьбу по синхроимитации, не ухудшая базовых токарных параметров.
Опытные технологи Уральского федерального округа протестировали станок на деталях «вал-шестерня» из стали 40Х.
При использовании твердосплавной пластины CNMG 120404 — PF было зафиксировано:
Средняя стойкость пластины составила 45 мин, что на 12 % выше, чем на предыдущем оборудовании цеха горизонтальной группы 1990-х годов выпуска.
После перехода к получистовой операции подача снизилась до 0,12 мм/об, а шероховатость Ra удержалась в пределах 0,8 мкм без профильного шлифования.
Для ряда корпусов из АК4-1 применялся позитивный инструмент с алмазоподобным покрытием. Благодаря оборотам 4 500 об/мин BL-S40/40M позволил перейти с двух траекторий чистовых проходов на один, что сократило цикл на 30 %.
Динамическое гашение вибраций сработало даже при свесе детали 2,8 D, сохраняя биение в пределах 0,01 мм.
Разработчики предусматривают ряд дооснащений, которые повышают производительность без покупки новой машины.
Наличие 12-позиционной револьверной головки VDI-40 с интегрированными мотор-шпинделями 4 000 об/мин открывает возможность сверловки отверстий до Ø10 мм под углом 90° к оси детали, фрезерования шпоночных пазов и выполнения резьбы M12 × 1,75 за один установ.
Обновление программного обеспечения не требуется, всё поддерживается штатным GSK 980TDi через код M110-M119.
BLIN предлагает модуль i-Guard — комбинацию акселерометра на суппорте и карты EtherCAT, которая останавливает привод при аномальном пике ускорений. При стоимости менее 3 % от цены станка это страхует шпиндель и дорогую оснастку в случае программной ошибки.
Удалённая телеметрия через протокол MTConnect помогает планировать ТО по фактической наработке, а не по календарю.
Чтобы убедиться в обоснованности инвестиций, ниже приведён сравнительный анализ. Он базируется на каталогах производителей и отчётах трёх российских предприятий, которые эксплуатируют по два станка каждого бренда.
ST-10 имеет сходный диаметр обработки 356 мм при большей длине 406 мм и шпиндель 6 000 об/мин. Главный плюс — контроллер Haas с собственной фирменной графикой. Однако:
Южнокорейская модель традиционно сильна по сервисной инфраструктуре и имеет 12-позиционный револьвер в базе. Однако:
После полевого сравнения директора по производству отмечают три основных преимущества BLIN:
При переходе с морально устаревшего токарно-винторезного парка на BL-S40/40M себестоимость серийной втулки Ø120 × 60 мм из стали 20 снижается с 145 руб. до 87 руб. По данным цеха № 17 АО «МеталлПроф», основную долю экономии даёт сокращение времени наладки со 120 мин до 35 мин.
При трёхсменной загрузке станок окупается за 14 месяцев, даже если считать амортизацию по ускоренной норме пять лет. Для предприятий с двумя сменами срок растягивается до 18 месяцев, что всё равно лучше среднего показателя рынка (22 месяца по данным Минпромторга РФ).
Главный технолог «УралМехОбработка» отмечает:
«На BL-S40/40M мы смогли перейти с чернового точения резцом P25 на комбинированный проход, потому что шпиндель держит момент даже на большом припуске. Это освободило станок для дополнительных заказов».
Сервисный инженер ПАО «СибТяжМаш» добавляет, что за два года эксплуатации не пришлось менять ни одной шарико-винтовой пары. Стандартный регламент ТО ограничился подтяжкой ремня привода и сменой гидравлического фильтра.
BL-S40/40M сочетает жёсткую станину, точный шпиндель, адаптированную для российского рынка систему ЧПУ и доступ к опции приводного инструмента. Эти качества обеспечивают высокую производительность при умеренной цене и позволяют цехам малого и среднего масштаба выпускать детали с повторяемостью ±3 мкм.
Станок выбирают:
Компании этих секторов получают устойчивый запас точности, сокращают издержки и выводят продукцию нового уровня без непосильных инвестиций.