Тяжелая серия с ЧПУ. Модели: BL-QK1327B, BL-QK1332, BL-QK1338, BL-QK1343, BL-QK1350, BL-QK1363.
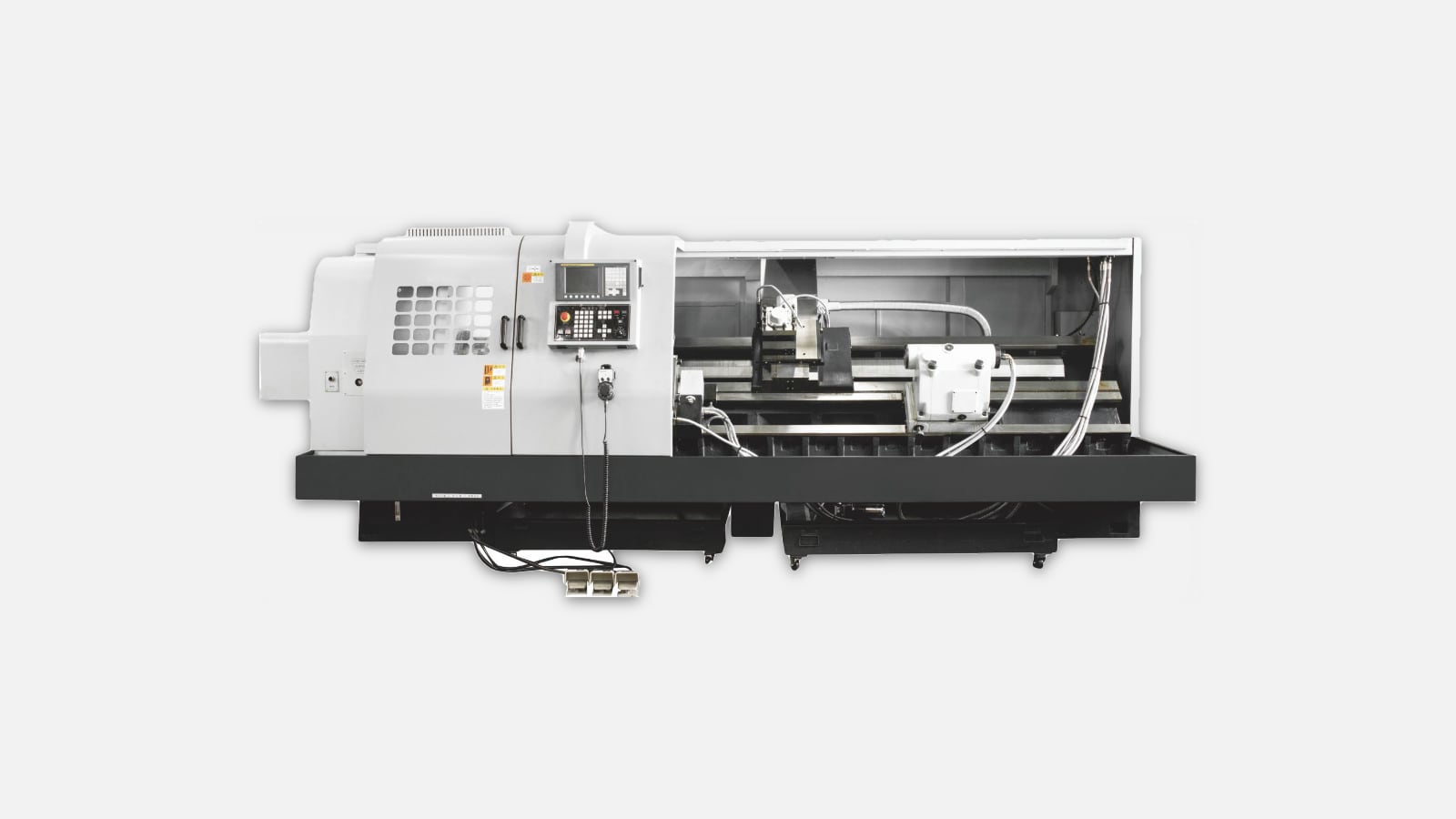
Тяжёлая серия трубонарезных токарных станков BL-QK1327B / 1332 / 1338 / 1343 / 1350 / 1363 спроектирована для быстрого и точного нарезания резьб на обсадных, бурильных и насосно-компрессорных трубах диаметром до 620 мм. На практике оборудование выбирают нефтесервисные предприятия, производители бурового инструмента, а также механические цехи, вынужденные обрабатывать крупногабаритные валы, кольца и фланцы с проходом сквозь шпиндель.
Серия поставляется только с ЧПУ, поэтому резьбовые соединения G, API, STC или специальный профиль по чертежу формируются без ручных корректировок, что исключает «человеческий» фактор и снижает время на подготовку производства в 3–4 раза по сравнению с классическими универсальными трубонарезными станками.
Завод Qingdao BLIN Machinery основан в 1998 году, сегодня выпускает более 40 базовых моделей металлорежущих станков и около 12 000 единиц оборудования в год. Линейку QK компания модернизировала шесть раз: от первой версии QK13 до сегодняшней BL-QK13**B, где установлены усиленные шпиндельные подшипники NSK, групповой привод ZF и сервосистема Fanuc Oi-TF Plus.
Благодаря стабильному объёму производства завод держит склад из 150–200 готовых машин, что позволяет поставлять тяжёлые QK под российского заказчика в среднем за 10–12 недель против 18–24 недель у большинства конкурентов из Китая и Европы.
Высокопроизводительные узлы станка заточены под непрерывную резьбонарезку с высокой степенью повторяемости. Ниже перечислены критические для пользователей моменты, которые показали себя на практике лучше, чем у устаревших моделей ТПК или саутбендовского типа.
Чтобы упростить выбор внутри серии, ниже приведена сравнительная таблица. Перед таблицей важно отметить, что все версии имеют единую базу литой станины высотой 930 мм и систему ЧПУ Fanuc, а различаются только шпиндельным узлом и длиной стола.
| Параметр | 1327B | 1332 | 1338 | 1343 | 1350 | 1363 |
|---|---|---|---|---|---|---|
| Проход сквозь шпиндель, мм | 270 | 320 | 380 | 430 | 500 | 630 |
| Диаметр заготовки над станиной, мм | 1000 | 1250 | 1400 | 1400 | 1600 | 1600 |
| Максимальная длина резьбовой зоны, мм | 1500 | 2000 | 2500 | 2500 | 3000 | 3000 |
| Мощность главного двигателя, кВт | 37 | 45 | 45 | 55 | 55 | 75 |
| Диапазон оборотов, об/мин | 5–300 | 5–300 | 5–250 | 4–220 | 4–200 | 3–180 |
| Наибольший шаг дюймовой резьбы, TPI | 0,5 | 0,5 | 0,4 | 0,4 | 0,3 | 0,3 |
| Повторяемость по X/Z, мм | ±0,008 | ±0,008 | ±0,010 | ±0,010 | ±0,012 | ±0,012 |
Таблица показывает, что при росте проходного отверстия шпинделя завод одновременно увеличивает мощность и жёсткость конструкции: BL-QK1363 тяжёлый не только по массе (≈ 46 т), но и по допустимому моменту, что критично при нарезке резьбы 8 RD на толстостенных обсадных трубах.
Поскольку в реальном цехе задачи отличаются, серия QK поставляется с рядом дооснащений. Перед списком стоит подчеркнуть, что все опции навешиваются на штатные места и не требуют механической доработки станка после покупки.
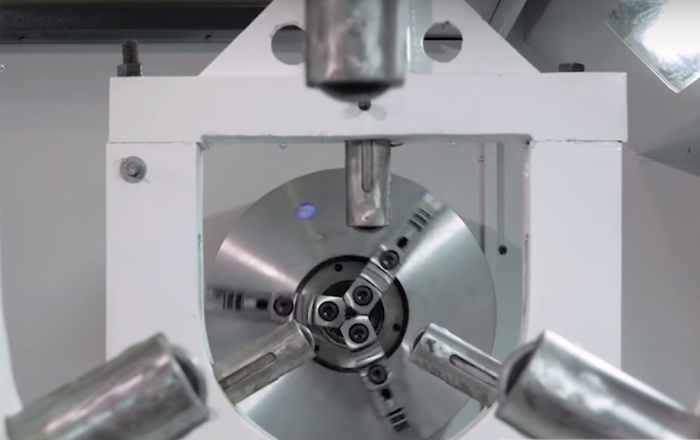
• Гидравлический трёхкулачковый патрон Ø1050–1600 мм для быстрой перецентровки трубы.
• Сложносоставной люнет с системой автоматической поджатки, способный удержать трубу весом до 8 т.
• Резцедержатель VDI-80 на восемь позиций или револьверная головка BMT-85, если необходима черновая выборка под торец.
• Инфракрасная система Renishaw для быстрой калибровки инструмента — сокращает наладку с 40 до 6 минут.
• Чип-конвейер цепного типа с магнитной сепарацией, актуален при резке легированных сталей 38ХМЮА и выше.
Каждый из вариантов повышает производительность, однако основную экономию приносит редуктор ZF: отказ от понижающих ременных передач исключает проскальзывание и уменьшает брак на длинной резьбе.
ЧПУ Fanuc Oi-TF Plus поставляется в базе, его выбирают 9 из 10 российских клиентов. Контроллер поддерживает синхронную резьбонарезку G76, модульную подачу по G95 и прямой обмен с CAM через Ethernet или USB. Для предприятий, которые уже стандартизировали парк на Siemens 828D, завод ставит немецкую стойку без удорожания сроков поставки.
Через PLC оператор может задействовать внешние оси — например, программировать толщину стенки при профилировании ниппелей или подключать позиционер для метчиков в отверстиях корпуса фланца. Такая гибкость закрывает весь спектр нефтегазовых резьб, не прибегая к вспомогательному оборудованию.
Российские цеха традиционно сравнивают QK с тремя группами станков: ТПК-95 (Россия), SKT-65 (Южная Корея), а также европейским группой Weiler E (Германия). Ниже кратко разберём, почему тяжёлая серия BL-QK постепенно вытесняет эти модели из новых проектов.
Фактически у BL-QK нет прямого конкурента по сочетанию «проход шпинделя / ценник / срок поставки» среди доступных в России моделей.
Базовая гарантия завода — 24 месяца или 6000 моточасов. За счёт серийного производства конечные детали унифицированы: шпиндельные подшипники NSK, сервомоторы Fanuc αiF, линейные датчики Heidenhain. Наличие международных позиций упрощает сервис — запасные части берутся со складов в Москве и Шанхае, время простоя редко превышает неделю.
В технических отчётах операторов «Татнефтемаш» и «Башнефть-Сервис» отмечено, что станок устойчиво держит шаг резьбы после 18-месячной работы в режиме 2-х смен 6 дней в неделю, что подтверждает ресурс проектирования.
На основании коммерческих предложений 2023 года полный комплект BL-QK1332 с гидропатроном, ИК-щупом и шестиосевой стойкой Siemens обходится в 21–23 млн ₽ под ключ, включая доставку до любой станции РЖД. При среднесменной программе 22 обсадные трубы Ø273×10 мм экономия против универсального станка УТ-400 достигает 840 человеко-часов в год, а возврат инвестиций укладывается в 15–18 месяцев.
Серия BL-QK13*** объединяет большой проходной шпиндель, высокий крутящий момент и адаптированное к российским условиям ЧПУ. Эти три фактора повышают производительность резьбонарезки на 30–45 % и позволяют отказаться от «ручных» доводок. Именно поэтому станки покупают нефтесервисные бригады, цеха тяжёлого машиностроения и производители бурильных труб, которым критичны сроки и повторяемость соединений.