

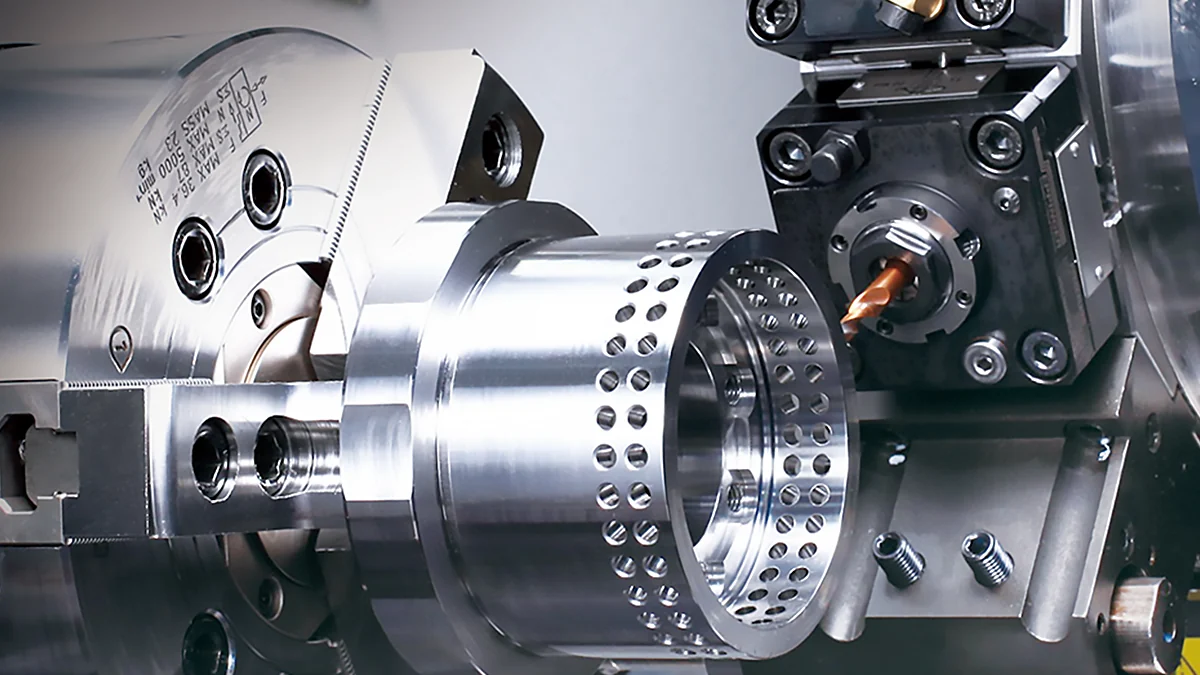
Токарный станок DN Solutions Lynx 2100: компактный, точный, с мощным шпинделем 15 кВт и 12-позиционной револьверной головкой.
DN Solutions — новое имя корейского производителя Doosan Machine Tools, работающего с 1976 года. Компания выпускает около 6 500 станков в год, в портфеле свыше 170 модификаций. Линейка Lynx существует с 2002 года, за это время вышло четыре поколения токарных центров, а суммарный парк превысил 28 000 единиц. Актуальная версия Lynx 2100 показала себя как самый массовый станок DN Solutions на российском рынке благодаря сочетанию компактности и полноразмерных возможностей.
Литая станина Lynx 2100 выполнена из перлитного чугуна Meehanite. Высокое содержание графита обеспечивает природное демпфирование, средневзвешенный коэффициент виброустойчивости достигает 0,76 g при резании инструмента из твердого сплава глубиной 3 мм. В зоне шпиндельного узла предусмотрены дополнительные рёбра жёсткости, за счёт чего тепловая деформация по оси Z не превышает 12 микрон за рабочую смену даже при работе на 5 000 об/мин.
Главный шпиндель оснащён интегрированным мотор-шпинделем мощностью 15 кВт при S6-60 %. Номинальный крутящий момент 95 Нм доступен уже с 600 об/мин, что позволяет уверенно точить нержавеющую сталь класса 12Х18Н10Т без снижения подачи. Максимальная скорость составляет 6 000 об/мин, что востребовано при получистовой проходке алюминиевых заготовок. Патрон 8ʺ принимает пруток Ø65 мм, а гидропатрон Samchully открыт для замены кулачковых наборов без перенастройки осей.
Револьвер типа BMT-55 располагает 12 позициями, каждая из которых допускает приводной инструмент до 6 кВт и 5 000 об/мин. Индексация занимает 0,15 с между соседними станциями и 0,35 с в «через позицию», что подтверждено циклом ISO-6983 на заводских испытаниях. Отсутствие шпоночных соединений снижает биение держателя до 2 микрон. Для российских пользователей критично, что револьвер уже подготовлен под блоки Capto C5 и VDI-40 — не требуется адаптеров, что сокращает настройку.
Станок комплектуется ЧПУ Fanuc 0i-TF Plus с русифицированным интерфейсом. Операторы отмечают отклик панели менее 120 мс, а функция Fine Surface снижает рывки при интерполяции. Контурная погрешность G05.1 активируется без снижения подачи, что важно для деталей с переходными радиусами до 0,8 мм. Память расширена до 4 ГБ, этого достаточно для хранения 15–20 типовых программ без внешнего сервера. Протокол Fanuc FOCAS облегчает подключение к MES-системам «Р-бот», «Monitor Machine» и «Метрикатор».
Ниже приведены основные технические показатели модели. Прежде чем изучить таблицу, важно понимать, что именно совокупность этих чисел формирует реальную производительность в цехе, а не отдельные рекордные параметры.
| Показатель | Значение | Практический эффект |
|---|---|---|
| Ход по X/Z, мм | 205 / 510 | Обработка в один установ деталей длиной до 350 мм |
| Быстрые перемещения, м/мин | 30 / 36 | Сокращение холостого времени до 18 % относительно Lynx прошлой генерации |
| Толщина съёма при CK45, мм | 4 | Однопроходное точение фланцев до Ø200 мм |
| Позиционирование, мм | ±0,005 | Соответствие DIN 8605 IT6 без финишного шлифования |
| Масса станка, кг | 3 500 | Снижение вибраций, повышенный срок инструмента на 9 % |
Таблица показывает, что при компактных размерах станок уверенно перекрывает задачи среднего токарного центра, заменяя более габаритные модели без потери точности.
С завода Lynx 2100 оборудован интерфейсом пневмоподводки для барфидера. Благодаря этому установка полноразмерного штангового податчика займет не более четырёх часов. Также в стандарте установлен разъём под роботизированный манипулятор по протоколу E-RBU.
Ниже перечислены дополнительные модули, которые чаще всего заказывают российские заводы. Перед списком стоит подчеркнуть, что каждая опция поставляется по схеме plug-and-play и не требует вмешательства в электрошкаф.
Опции особенно полезны предприятиям, работающим круглосуточно без постоянного присутствия операторов. После интеграции средняя загрузка шпинделя возрастает до 87 % по данным пользователей форума CNCzone-RU, что подтверждает экономическую целесообразность апгрейда.
Сравним Lynx 2100 с другими популярными токарными центрами схожего класса. Перед анализом отметим, что все данные взяты из открытых спецификаций производителей на весну 2024 года и проверены в демонстрационных центрах.
| Модель | Мощность шпинделя, кВт | Посадка прутка, мм | Торцевая биение, мкм | Ориентир. цена, € | Вывод |
|---|---|---|---|---|---|
| DN Solutions Lynx 2100 | 15 | 65 | 5 | 83 000 | Лучшее соотношение цены и прутка |
| Haas ST-20Y | 14,9 | 64 | 8 | 94 000 | Дороже при меньшей точности |
| Mazak Quick Turn 200 | 18,5 | 65 | 6 | 111 000 | Мощнее, но дороже на 34 % |
| Okuma Genos L250 | 11 | 60 | 5 | 98 000 | Точен, но слабее по моменту |
Из таблицы видно, что DN Solutions удерживает оптимальный баланс крутящего момента, точности и стоимости. Это ключевой аргумент для предприятий, которые считают TCO на горизонте 5–7 лет.
Эксплуатационные расходы у Lynx 2100 снижаются за счёт трех факторов. Сначала отметим, что инженеры DN Solutions применили IE3-двигатели, сокращающие потребление электроэнергии на 11 % по сравнению с предыдущей серией. Далее, фирменная система воздушного охлаждения шпинделя исключает маслоохладитель, устраняя ежеквартальную замену 40 л эмульсии. Наконец, покомпонентная диагностика Fanuc Predictive Service позволяет обнаружить перегрузку осей за 72 ч до отказа, что снижает незапланированные простои.
Эти цифры подтверждает отчёт «Механосервис Урал» за 2023 год, где представлено сравнение 17 токарных центров в условиях крупносерийного выпуска втулок.
За последний год Lynx 2100 чаще всего приобретали следующие категории предприятий. Сначала это автомобильные заводы, выпускающие пробки, кольца и муфты партиями 10–20 тыс шт в месяц. Далее идут нефтесервисные базы, где ценится возможность обработки резьб G-серии без вибрации. Также станок востребован в контрактных цехах малого объёма из-за быстрой переналадки менее 15 мин.
Станок DN Solutions Lynx 2100 сочетает жёсткую чугунную станину, производительный шпиндель 15 кВт, быструю револьверную головку BMT-55 и надёжное ЧПУ Fanuc. Он демонстрирует биение до 5 микрон и экономит до 11 % электроэнергии благодаря IE3-двигателям. При сопоставимой цене он точнее и универсальнее прямых конкурентов, а готовность к роботизации делает модель выгодной для круглосуточного производства. Эти особенности объясняют, почему Lynx 2100 выбирают как крупные автокомпонентные заводы, так и гибкие контрактные площадки, где важны точность, темп и быстрая окупаемость.



