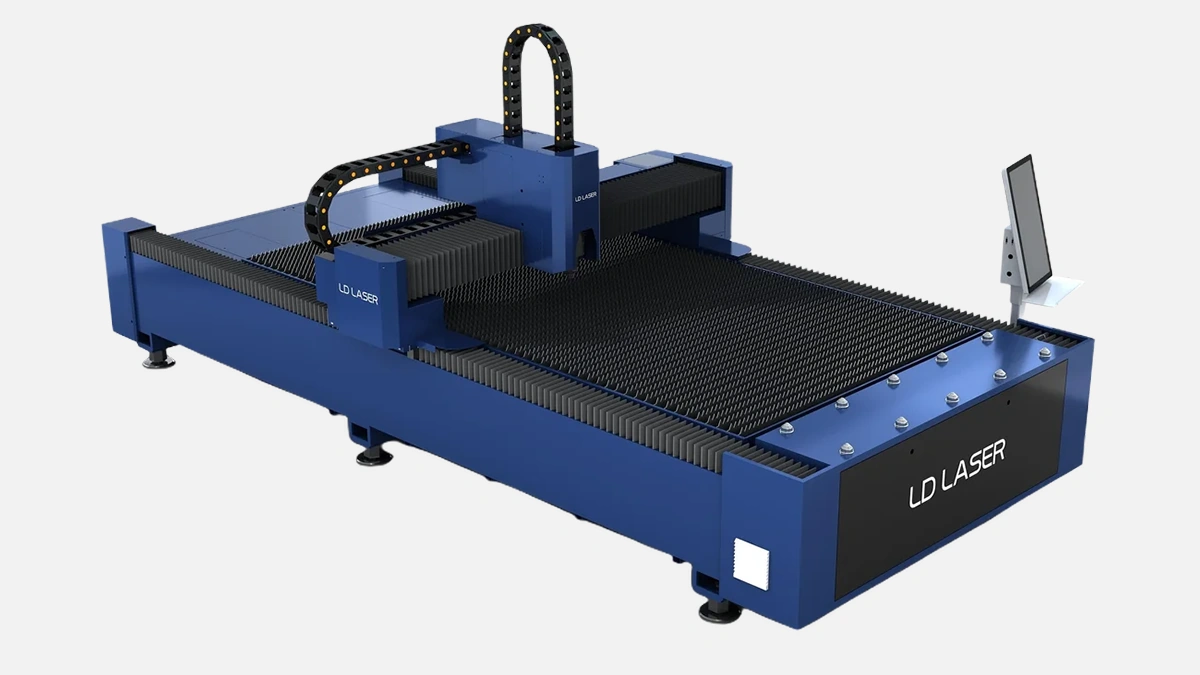
Файбер-лазер LD-3015S режет до 25 мм стали на столе 3000×1500, подойдёт для среднесерийного производства.
Видите станину — массивная, ребра жёсткости торчат как рёбра лодки, сварная рама потом целых 72 часа томится в печи нормализации. Зачем? Чтобы не «повело» на первых же толстых листах.
Коротко. LD-3015S режет 3×1,5 м лист без танцев с бубном.
У LD-Laser своя история — китайский бренд, на рынке с 2007 года, больше 8 000 машин уже выехало с завода в провинции Шаньдун, из них четыре итерации серии 3015. Вот перед нами как раз четвёртая ревизия, буква S — «Speed».
Перед тем как зарываться в детали, держите сухие данные.
| Позиция | Значение |
|---|---|
| Формат стола | 3000×1500 мм |
| Мощность IPG | 1–6 кВт |
| Смена паллет | ≤ 25 с |
| Макс ускорение | 1.5 G |
| Блок ЧПУ | FSCUT3000 |
| Газовый пакет | O₂ / N₂ / Air |
Смотрится скромно, но цифры говорят о другом — из опыта: на 3 кВт машина уверенно кормит линию порошковой окраски, выходит чистая кромка под 90 ° без окалины до 12 мм.
Сейчас хаотично, без длинных прелюдий.
Но! Есть нюанс: при 6 кВт надо ставить чиллер не меньше 2,5 тонн холода. Завод об этом пишет мелким шрифтом, а потом у людей перегрев.
Каретка X — алюминий литой, лёгкий как пустая банка, зато не дребезжит. Не шучу, брал стетоскоп — звона меньше чем у соседа Bystronic Byspeed, серьёзно.
Перемычку гоняет линейный двигатель THK класса H, шаговики там не ночуют. Шестерни — ABBA, класс точности P3.
Кстати, про линейку Renishaw на оси Y. Многие ставят обычный инкремент, здесь абсолютная, старт без референса. Мелочь, а приятно.
Привод смены паллет сервомоторный, время цикла — до 25 секунд. Лазер не простаивает, что прямо чувствуется на полных сменах.
Патрубки газа вынесены сбоку, не снизу, так что при обрыве трубы не зальёте всё маслом. Деталька, но спасает штаны.
FSCUT3000 видно почти на каждом китайском «файбере». Но в LD-3015S предустановлен «умный» набор макросов:
Сравним «в лоб», без реверансов.
| Модель | Рабочая зона | Макс. мощность | Ускорение | Цена чиллер в комплекте |
|---|---|---|---|---|
| LD-3015S | 3000×1500 | 6 кВт | 1.5 G | да |
| Bodor P3 | 3000×1500 | 3 кВт | 1.2 G | нет |
| HGTECH G3015 | 3000×1500 | 6 кВт | 1.0 G | да |
| Senfeng SF3015G | 3000×1500 | 6 кВт | 1.1 G | нет |
Разница бросается в глаза. LD-Laser не экономит на раме и акселерации, отсюда меньший цикл детали, особенно на партиях с множеством контуров.
Пример из цеха в Ижевске. Серия кронштейнов 8 мм, 480 шт. На старом плазменнике — 9 часов, пост-обработка напильником плюс 2 часа. LD-3015S: 2 часа 40 минут, никаких допилов. Экономия? Сами считайте.
А шум? 76 дБ на метр, пели инженеры. Проверил, шумомер показал 78,5. На фоне компрессора не критично, жить можно.
LD-Laser делает резку и сразу отдаёт в гибку. При точности ±0.03 мм карта гиба лишнего не режется, даже в мелочёвке типа спецкронштейнов для шкафа РУСМ.
Гайки приварные становятся без смещения, т.к. отверстие чистое, без грата. Сварщик благодарен, словил себя на мысли — меньше искр, меньше нервов.
Перед тем как подписать TORG-12, загляните внутрь:
Если чего-то нет — стоп-подпись, иначе потом бегать.
Сопло на 1,2 мм — 300 резов по 10 мм, потом менять. Газовый проход 25 м³/ч при азоте. Электрика? 9 кВт номинал холостого, пик до 36 кВт рез. Поставьте нормальный ввод, не мучайте кабель.
Лист 3×1,5, толщина до 25 мм, скорость — живая. Насыпали моторы Yaskawa, линейку Renishaw, раму не экономили. Минус — громоздкий чиллер, плюс — паллеты меняются шустро.
Чаще всего берут заводы РЭМ-запчастей, серии до 1 000 единиц, мебельщики из нержавейки, тонкие листы, подрядчики ЖКХ, мелкотравчатый кронштейн, а ещё мастерские, которые устали от плазмы и кислорода.
LD-Laser держит сервисные точки в Москве и Новосибирске — одна деталь, а подписываться проще. Запчасти приходят DHL за 5-7 дней, проверено при замене сервомотора, правда там я сам уронил короб.
В общем, LD-3015S — крепкий рабочий конь. Да, не Trumpf, зато не требует отдел продаж, чтобы оплатить апгрейд софта. Поставил, настроил, режешь. Всё.



