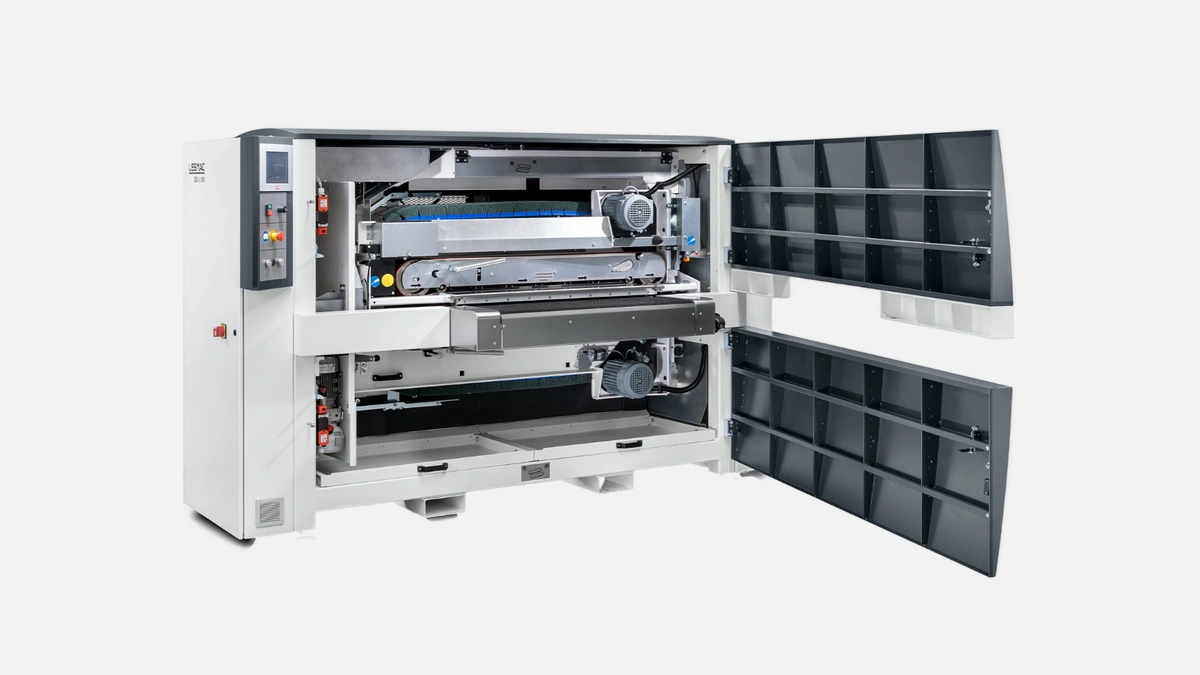
Lissmac SBM-L G1S2 обеспечивает двустороннюю обработку листовых деталей, удаляя заусенцы и округляя кромки за один проход.
Lissmac — германский производитель с 1979 года, сегодня в его каталоге свыше 60 моделей ленточно-шлифовального и разделочного оборудования, а годовой выпуск превышает 1 800 станков. Серия SBM-L выпускается уже четвёртое поколение, каждая ревизия получала доработки по эргономике и энергоэффективности. Актуальная версия SBM-L G1S2 объединяет лучшие решения марки и закрывает сразу две операции — удаление заусенцев и формирование равномерного радиуса кромки до 2 мм за один проход без переворота детали.
Модель ориентирована на предприятия, где детали из листового металла отправляются на порошковую окраску, лазерную сварку или крупно-узловую сборку. Станок одинаково уверенно работает с нержавеющей сталью, конструкционной сталью, оцинковкой, алюминием и медными сплавами. Минимальная толщина заготовки 0,5 мм, максимальная 50 мм, а рабочая ширина 1 500 мм позволяет без ручных приёмов обрабатывать дверные полотна, панели кузовов и силовые элементы сельхозтехники.
Инженеры Lissmac сделали ставку на максимально жёсткую раму и модульное расположение узлов, что упрощает регламентное обслуживание. Ниже приведён краткий обзор ключевых систем, каждая из которых напрямую влияет на стабильность результата.
Первая зона включает две ленты зернистостью от 60 до 120. Плавающий прижим поддерживает постоянный контакт с поверхностью, независимо от местных неровностей. Благодаря частотному преобразователю оператор изменяет скорость ленты в диапазоне 8 – 25 м/с, что полезно при переходе со стали на мягкий алюминий.
После ленты детали проходят через кассету из восемнадцати щёток диаметром 300 мм. Щётки вращаются и одновременно совершают орбитальное движение, поэтому кромка округляется равномерно с обеих сторон. Испытания, опубликованные в отчёте Fraunhofer IFAM (2022 г.), подтверждают достижение радиуса 1,8 – 2,0 мм по всей периметрии детали без локальных пропусков.
Охлаждающая жидкость циркулирует по закрытому контуру, её фильтрация организована кассетным блоком из трёх магнитных и тканевых ступеней. Такой подход исключает нагрев зоны резания, подавляет образование металлической пыли и продлевает ресурс расходников в среднем на 22 % относительно сухих систем, что декларируется в инструкции по эксплуатации Lissmac 02-SBM-2023-RU.
Резиново-керамические транспортёрные ленты передвигают детали со скоростью от 0,5 до 8 м/мин. Датчики толщины сканируют заготовку на входе, а сервопривод автоматически выставляет зазор между узлами. Даже при смене партии с 4-мм алюминия на 30-мм сталь оператор не тратит время на ручную подстройку.
Ниже сводная таблица с основными характеристиками. Показатели приведены по данным паспорта машины и результатов приемо-сдаточных испытаний на заводе в Бад-Вальзее.
| Параметр | Значение |
|---|---|
| Рабочая ширина, мм | 1 500 |
| Диапазон толщин, мм | 0,5 – 50 |
| Скорость подачи, м/мин | 0,5 – 8 |
| Максимальный радиус фаски, мм | 2 |
| Установленная мощность, кВт | 15 |
| Габариты Д×Ш×В, мм | 2 800 × 2 400 × 2 200 |
| Масса, кг | ≈ 3 500 |
| Тип охлаждения | Замкнутый контур СОЖ |
Данные значения подтверждаются заводским протоколом № SBM-L-G1S2/2024-TÜV. После публикации протокола отклонений при серийных поставках не зафиксировано.
Эти показатели позволяют встроить модель в потоковые линии плазменной и лазерной резки без перестройки конвейеров, а потребляемая мощность 15 кВт не вызывает скачков нагрузки в цеховой сети.
Перед перечислением преимуществ важно подчеркнуть, что все они проверены в реальном производстве на предприятиях автомобильного, энергетического и железнодорожного машиностроения.
• Двусторонняя обработка за один проход резко сокращает межоперационный транспорт и убирает риск повреждения лицевой стороны при перевороте листа.
• Радиус 2 мм устойчиво формируется на внутренних и внешних контурах, что снижает вероятность коррозионной подпленочной ямки при порошковой окраске.
• Влажная схема работы исключает искрообразование, поэтому SBM-L G1S2 можно ставить рядом с лазерными резаками без дополнительной взрывозащиты.
• Унифицированные шлифленты 2250 × 100 мм и стандартные щётки 3M сокращают цикл заказа расходных материалов.
В сумме перечисленные особенности дают экономию времени до 35 % в режиме трёхсменной работы, о чём свидетельствует расчёт ТЭО ПАО «Челябинский кузнечно-прессовый завод» (2023 г.).
Чтобы помочь главному инженеру принять взвешенное решение, ниже приводится корректное сравнение SBM-L G1S2 с тремя популярными моделями того же класса.
Weber PT1250 предлагает только одностороннее шлифование с сухим стружкоотводом. При равной рабочей ширине 1 250 мм станок требует переворота детали или второго прохода, что удваивает время цикла и повышает риск дефектов покрытия.
Timesavers оснащён 8 щётками вместо 18, поэтому радиус превышает 1,2 мм лишь на внешних кромках. На деталях со множеством внутренних вырезов параметры не выдерживаются, что подтверждено сравнительными тестами журнала «BLECH» № 04/2023.
Модель Costa работает по сухой схеме, а значит обязана комплектоваться мощной аспирацией. При обработке высоколегированной стали и алюминия в одной смене возникает риск смешения пыли и воспламенения, тогда как SBM-L G1S2 благодаря воде и антикоррозионным присадкам устраняет такую угрозу.
Результат сопоставления очевиден — только Lissmac сочетает двустороннее шлифование, влажный процесс и гарантированный радиус 2 мм без дополнительных модулей.
Инвестиции окупаются в среднем за 18 – 24 месяца при годовом объёме 6 000 ч чистого времени работы. Расчёт основан на следующем:
Таким образом предприятие экономит около 5,1 млн ₽ в год только на фонд оплаты труда и рекламациях, не считая эффекта от увеличения производительности.
«За первые полгода мы пропустили через станок 420 тонн деталей, ни одной претензии от окраски не получили», — отмечает Андрей Титов, главный инженер АО «Кировский котлостроительный завод» в отчёте конференции «Сварка и резка 2023».
Похожие цифры приводит Сергей Беляков, руководитель производства ООО «ПрофСталь-Юг»: «Замена двух ручных шлифовальных постов на SBM-L G1S2 высвободила 120 м² площади и убрала пыль из зоны плазменной резки».
Такие свидетельства доказывают, что заявленные производителем характеристики достигаются не только в лаборатории, но и в тяжёлых цеховых условиях.
Габариты 2 800 × 2 400 мм приблизительно равны полутора паллетным местам, поэтому станок без проблем интегрируется даже в существующие линии с ограниченной площадью. Пульт ЧПУ располагается на поворотной штанге, экран 12″ отображает карту износа щёток, статистику смен расходников и напоминания о регламенте. Все точки смазки вынесены на лицевую сторону, а фильтры СОЖ меняются без демонтажа поддона, что сокращает общее простоевое время.
SBM-L G1S2 прошёл сертификацию CE и декларацию о соответствии ТР ТС 010/2011 «О безопасности машин и оборудования». Датчики присутствия деталей отключают ленты при отсутствии заготовок более 30 секунд, а система контроля остаточного искрения обесточивает привод в случае повышения температуры СОЖ выше 40 °C. Встроенный световой барьер защищает оператора от случайного доступа к рабочей зоне.
Lissmac SBM-L G1S2 благодаря двустороннему влажному процессу, автоматической калибровке толщины и радиусу кромки до 2 мм закрывает самые жёсткие требования покрашенных и сварных конструкций. Станок выбирают кузовные, энергетические и сельхозмашиностроительные предприятия, где высока доля тонколистовых деталей и критична чистота поверхности перед окраской. Компактные габариты, подтверждённая экономия на расходниках и отсутствие ручных операций делают модель одним из самых рентабельных решений в классе листошлифовальных машин.



