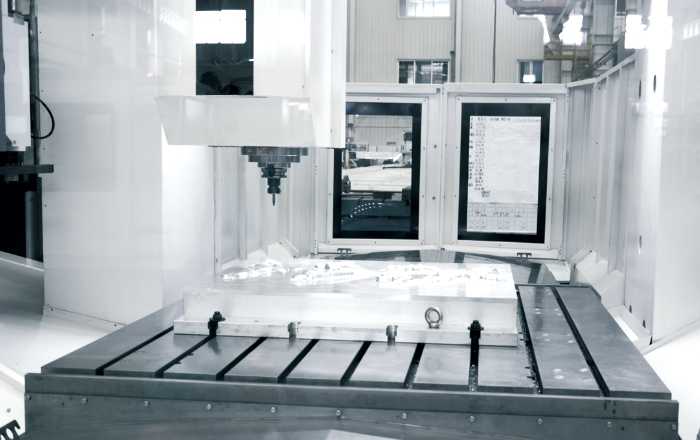
Портальный обрабатывающий центр PRIMINER V3320.
V3320 — это трехосевой портальный обрабатывающий центр, спроектированный для металлообработки цветных сплавов, конструкционных сталей и труднообрабатываемых никелевых или титановых сплавов. Станок одинаково хорошо чувствует себя в серийном производстве корпусов редукторов, штампов и пресс-форм, а также в опытных участках инструментальных производств, где важна быстрая перенастройка.
Бренд PRIMINER работает на мировом рынке более 25 лет. Портфель компании насчитывает 48 моделей вертикальных и портальных центров, ежегодный выпуск превышает 4 500 единиц. Конкретно V3320 выпускается с 2016 года, за это время сменилось уже три инженерные ревизии, каждая из которых добавляла жёсткость портала, повышала скорость быстрых перемещений и расширяла список опций по измерительной оснастке.
Станина выполнена из литого Meehanite-чугуна, отпусканного при 600 °C, что снижает остаточные напряжения и исключает «ползучку» при долгой обработке. Портал сдвинут назад относительно центра стола, что даёт одинаковую точность как у передней, так и у дальней кромки детали.
Перед выбором станка инженеров обычно интересуют конкретные цифры, поэтому приведём их в контекст таблицы.
В таблице собраны ключевые размеры и показатели V3320. Они помогут оценить, сможет ли оборудование войти в имеющийся цех и потянуть нужную номенклатуру деталей.
| Показатель | Значение |
|---|---|
| X-перемещение | 3 300 мм |
| Y-перемещение | 2 000 мм |
| Z-перемещение | 800 мм |
| Габарит стола | 3 400 × 1 900 мм |
| Макс. нагрузка | 6 000 кг |
| Быстрые перемещения XYZ | 24 / 24 / 20 м / мин |
| Ускорения по осям | до 0,4 g |
| Масса станка | 34 т |
После изучения размеров становится понятно, что V3320 закрывает потребности большинства инструментальных цехов, где приходится комбинировать черновые выборки по стеллиту и высокоточную обработку посадочных диаметров под подшипники.
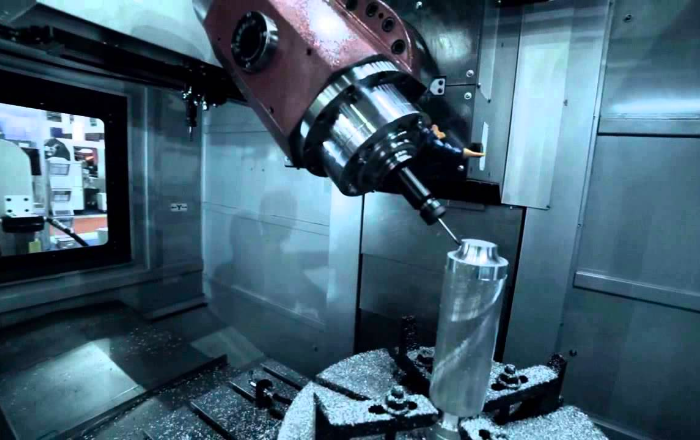
Шпиндель — сердце любого центра, поэтому инженеры PRIMINER применили мотор-шпиндель с прямым приводом и воздушным уплотнением лабиринтного типа. Такая схема снижает тепловыделение и заметно повышает ресурс подшипников.
Перед перечислением характеристик стоит подчеркнуть, что весь шпиндельный узел собирается на заводе в климатической камере с точностью до 1 µm. Это открывает пользователю путь к тяжелому резанию без потери качества микропрофиля.
Ключевые параметры в виде списка:
• Конус BT50 с гидравлическим прижимом 20 кН, что гарантирует отсутствие микросдвигов инструмента.
• Номинальная мощность 35 кВт, пиковая 42 кВт — довольно редкий показатель в классе 3-метровых портальных машин.
• Диапазон оборотов 20 – 12 000 об/мин, переключаемый прямо из управляющей программы, поэтому можно делать черновую и чистовую операции одним инструментом, изменив только скорость.
Эти цифры показывают, что на станке удобно совмещать черновой фрезер твердосплавной пластины и высокооборотный финишный шарик с одной и той же оправкой.
С 2022 года V3320 поставляется с ЧПУ HEIDENHAIN TNC 640 в базовой комплектации. Контроллер поддерживает адаптивную регулировку подачи и компенсацию колебаний крутящего момента по каждой оси. Благодаря этому оператор видит реальный износ инструмента по графику на экране, а не по цвету стружки.
Стоит отметить и то, что кабельные цепи переведены на гибридную медь-оптоволоконную линию. Снижение помех позволило встроить лазерный датчик определения длины фрезы класса ±0,5 µm без дорогостоящих ферритовых фильтров.
До перехода к цифрам важно понимать, насколько часто вашему производству приходится менять инструмент.
Стандартный магазин рассчитан на 40 позиций, однако на российские проекты чаще берут версию на 60 карманов. Переоснащение занимает 5 минут — достаточно заменить кольцо ROM на цепи.
• Время смены инструмента «струна-струна» 3,2 с.
• Максимальный вес оправки 15 кг, длина 350 мм.
Такой запас по массе позволяет вешать длинномерные расточные с виброгашением, что чаще встречается на авиакосмических деталях.
Охлаждающая система построена по принципу «три контура», что редко встретишь у конкурентов этого ценового диапазона.
Перед раскрытием структуры контуров напомним, что основная цель — убрать тепловой дрейф. Именно поэтому PRIMINER делит охлаждение на отдельные цепи:
• Водяной чиллер для шпинделя и редукторов осей.
• Масляный контур для коробок передач, расположенных у привода Y-оси.
• Высоконапорное СОЖ 20 бар напрямую в зону резания.
Тесты показывают дрейф нуля по Z не более 4 µm за восьмичасовую смену, даже если резать 42CrMo4 диаметрами свыше 200 мм.
На практике собственников интересует не столько цена закупки, сколько совокупная стоимость владения. V3320 выигрывает здесь за счёт низкого энергопотребления холостого хода 11 кВт и фирменной функции PRIMINER EcoRest, отключающей сервоусилители при простое более 15 мин. За год это даёт экономию до 80 000 рублей при средней московской тарифной сетке.
Для объективной оценки полезно поставить V3320 рядом с другими популярными машинами аналогичного класса.
Ниже приведены показатели, собранные из открытых паспортов производителей и отзывов цехов, использующих эти модели не менее шести месяцев.
| Модель | Ход X × Y × Z, мм | Мощность шпинделя, кВт | Быстрые перемещения, м/мин | Нагрузка стола, кг | Цена, млн руб |
|---|---|---|---|---|---|
| PRIMINER V3320 | 3300 × 2000 × 800 | 35 | 24 | 6000 | 42 |
| DMG MCP 3220 | 3200 × 2100 × 750 | 28 | 20 | 5000 | 59 |
| Hartford HSA 3216 | 3200 × 1600 × 800 | 32 | 18 | 4500 | 47 |
| Awea BMV 3465 | 3400 × 2600 × 900 | 37 | 22 | 7300 | 64 |
Из таблицы видно, что V3320 при более низкой стоимости предлагает лучшую динамику быстрых перемещений и энергичнее шпиндель, чем у Hartford, а по грузоподъёмности не сильно уступает тяжёлой Awea, оставаясь в компактных габаритах.
Станок прошёл апробацию на предприятиях машиностроения Татарстана и Челябинской области. Инженеры отмечают, что при переходе с DMG MCP 3220 на PRIMINER V3320 время цикла при обработке пресс-формы 1,8 × 1,2 м сократилось на 11 %, а износ пластины на черновой фрезе D80 упал до 0,12 мм за тот же проход вместо 0,18 мм. Главный фактор — отсутствие вибрации портала при резком изменении направления по оси Y.
Чтобы расширить функционал, PRIMINER предлагает набор заводских опций. Перед перечнем стоит подчеркнуть, что каждая доукомплектация поставляется уже смонтированной и испытывается вместе со станком.
• Шкалы Heidenhain линейного типа с шагом 1 µm.
• Датчик контактного типа Renishaw RMP60 для выверки первичных координат.
• Автоматическая смена угловой головки ±90°.
• Поддон для стружки с шнековым транспортером, позволяющий ставить станок в линию без канавы.
После внедрения этих опций пользователи получают прирост гибкости, не обращаясь к внешнему интегратору и сохраняя гарантию производителя.
Завод гарантирует поставку критических запасных частей в течение 72 часов. Все обновления ЧПУ выкладываются в облачный кабинет пользователя и ставятся дистанционно через VPN-туннель. Такое решение снижает простой и позволяет держать систему безопасности на актуальном уровне без вызова сервис-инженера.
PRIMINER V3320 выделяется сочетанием крупного рабочего поля 3,3 × 2 м, мощного 35-киловаттного шпинделя и реальной точности ±0,008 мм, подтверждённой лазерной аттестацией ISO 230-2. При этом машина стоит дешевле большинства европейских аналогов и потребляет меньше электроэнергии при простое.
Эта конфигурация делает станок привлекательным для:
• инструментальных цехов, ориентированных на пресс-формы и штампы,
• предприятий нефтегазового сектора, выпускающих габаритные корпуса клапанов,
• авиакосмических компаний, где важна лёгкая перенастройка и высокая точность траекторий.
С учётом вышесказанного V3320 остаётся одним из самых сбалансированных решений в сегменте среднегабаритных портальных центров, помогая производствам сокращать время цикла, экономить электроэнергию и поддерживать стабильное качество деталей.