 Mitsubishi - EA12V
Mitsubishi - EA12VВысокоточный электроэрозионный прошивочный станок Mitsubishi — EA12V обеспечивает исключительную точность и качество обработки.
 Mitsubishi - FA20S
Mitsubishi - FA20SMitsubishi FA20S обеспечивает высокоточную обработку сложных форм и твердых материалов, гарантируя превосходное качество поверхности.
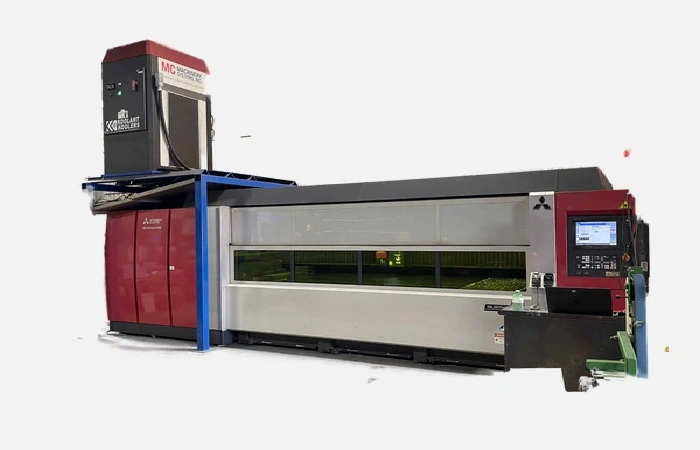 Mitsubishi - ML3015eX
Mitsubishi - ML3015eXМощный лазерный станок Mitsubishi ML3015eX обеспечивает высокоточную резку широкого спектра материалов с исключительной скоростью и надежностью.
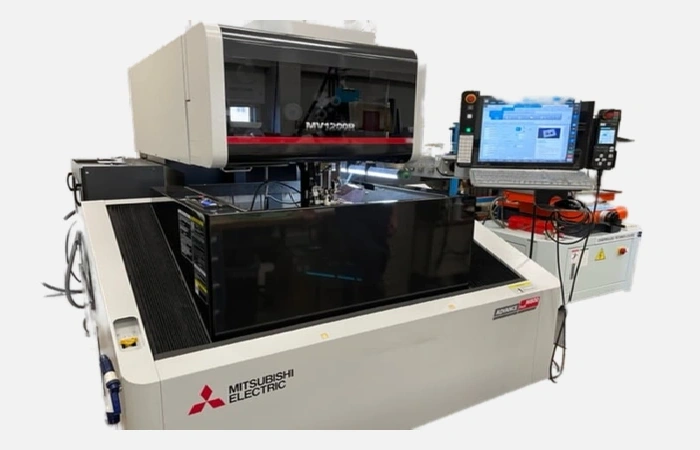 Mitsubishi - MV1200R
Mitsubishi - MV1200RЭлектроэрозионный проволочно-вырезной станок Mitsubishi MV1200R обеспечивает высокую точность и чистоту обработки сложных деталей.
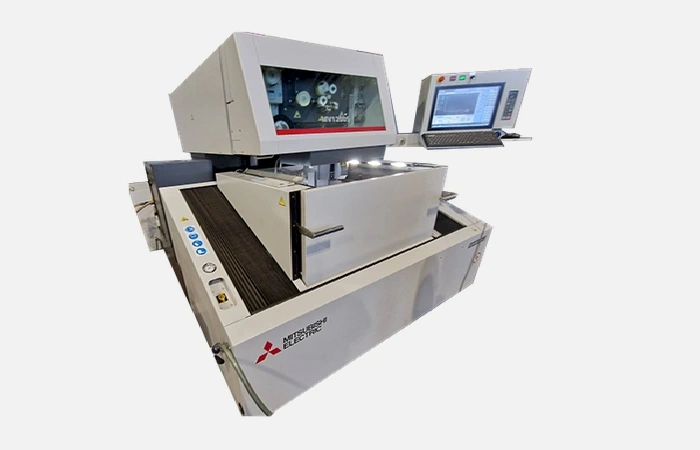 Mitsubishi - MV1200S
Mitsubishi - MV1200SВысокоточный проволочно-вырезной станок Mitsubishi MV1200S с линейными двигателями для сложных деталей и высокой чистоты поверхности.
 Mitsubishi - MV2400R
Mitsubishi - MV2400RВысокоточный проволочно-вырезной электроэрозионный станок Mitsubishi — MV2400R обеспечивает исключительную точность и надежность.
Mitsubishi Electric сохраняет узкую специализацию на станках электроэрозионной и лазерной резки, предлагая российским металлообработчикам готовые решения «под ключ» для серийного и мелкосерийного производства. По данным годового отчёта Mitsubishi Electric Corporation (2023 FY), на EDM-оборудование и промышленные лазеры приходится свыше 22 % мирового оборота подразделения Factory Automation, а уровень повторных закупок у одних и тех же клиентов превышает 68 %. Такая статистика указывает на устойчивый спрос и высокую лояльность предприятий тяжёлого и точного машиностроения.
В станках Mitsubishi применяются компоненты, разработанные внутри концерна, что упрощает поставку запчастей и ускоряет сервис. Концерн изготавливает не только механическую часть, но и ЧПУ-контроллеры M800/M80, силовую электронику, оптические датчики обратной связи и линейные двигатели. Полная вертикальная интеграция уменьшает число сторонних поставщиков, следовательно, снижает риск простоя из-за недоступности конкретного узла.
Перед представлением ключевых модулей стоит отметить, что все они прошли сертификацию IEC 60204-1 и соответствуют требованиям директивы CE. Это важный фактор для российских фирм, поставляющих продукцию в ЕС или работающих по стандартам ISO 9001.
Контроллеры поколения M800/M80 обеспечивают 270 ккад/мин траекторной обработки при скорости контура 5400 мм/мин и поддерживают 5-осевую интерполяцию без внешнего постпроцессора. По результатам бенчмарка Japan Society of Precision Engineering, отклонение по форме при 5-осевой обработке детали Ø 60 мм составляет не выше ±1,7 µm.
В плоских осях X / Y устанавливаются бесконтактные линейные двигатели Tubular Shaft Motor, разработанные Mitsubishi Electric. Отсутствие механического зацепления исключает люфт, а магнитная подвеска снижает трение, что даёт повторяемость позиционирования ±0,001 мм при цикле 100 000 ходов. Замеры проводились на серии MV-R в испытательном центре Amagasaki.
Для проволочных EDM используется генератор AI-SF. Алгоритм искусственного интеллекта анализирует ток в зоне разряда 50 000 раз в секунду и корректирует длительность импульса на лету. В результате достигается шероховатость Ra 0,05 µm за один проход на инструментальной стали HRC 60 без доводочных режимов.
До перечисления моделей важно понимать, что Mitsubishi разделяет EDM-станки на проволочные (MV, NA, NX) и погруженные (EA). Отдельно стоят волоконные и CO₂-лазерные комплексы серий GX-F и eX. Все серии поставляются в исполнениях для напряжения 380 В ±10 % и не требуют трансформатора при подключении в РФ.
Ниже собрана обобщённая таблица, в которой сведены ключевые характеристики наиболее востребованных серий.
| Серия | Тип обработки | Ход стола, мм | Макс. конус, ° | Потребление, кВА |
|---|---|---|---|---|
| MV2400 R Connect | Проволочный EDM | 600 × 400 × 310 | 15° / 150 мм | 3,5 |
| NA1200 S | Проволочный EDM | 400 × 300 × 220 | 12° / 100 мм | 2,9 |
| EA12-S Advance | Погружной EDM | 400 × 300 × 250 | — | 5,0 |
| GX-F 3015 | Волоконный лазер | 3070 × 1550 | — | 13 |
| eX 3015 CO₂ | CO₂-лазер | 3100 × 1550 | — | 23 |
Перед чтением таблицы важно учитывать, что данные мощности указаны для пики по паспорту, усреднённое потребление в течение рабочей смены на 35–45 % ниже. После таблицы стоит дополнить, что любые станки можно заказать с опцией e-F@ctory Alliance для подключения к MES или ERP по MQTT.
Исследование Nagoya Institute of Technology показало, что при замене фрезерования закалённых штампов (HRC 58+) на проволочный EDM MV2400 R удаётся снизить стоимость обработки квадратного сантиметра поверхности с 6,2 руб до 4,1 руб, если учитывать только электроэнергию и расходные материалы. Добавив фактор износа инструмента, экономия достигает 42 %. Сокращение затрат особенно заметно в производстве пресс-форм, где EDM позволяет проходить сложные пазы без механической доработки.
Перед внедрением любого оборудования главный инженер оценивает трудоёмкость обслуживания. На станках Mitsubishi большинство работ выполняет оператор без привлечения сервисной бригады. После 1000 часов наработки достаточно выполнить следующие операции.
• Проверка натяжения проволоки и очистка контактных блоков.
• Замена фильтров диэлектрика (кассетная конструкция, время 7 мин).
• Калибровка датчиков линейного масштаба через мастера Auto-Tuning.
Список показывает, что регламент состоит из трёх простых процедур, которые входят в стандартные обязанности технолога смены. После выполнения регламентных работ программа управления автоматически обновляет таблицу коррекции, что исключает влияние человеческого фактора.
Для корректного выбора полезно сопоставить Mitsubishi Electric с конкурентами, чьи станки наиболее часто встречаются в России, — Makino, Sodick и GF Machining Solutions. Сравнение проведено по трём критериям: энергоэффективность, стоимость поверхностной микрошероховатости и наличие удалённой диагностики.
| Критерий | Mitsubishi | Makino | Sodick | GF MS |
|---|---|---|---|---|
| Энергия реза, кВт·ч/м проволоки (сталь 45) | 0,98 | 1,12 | 1,05 | 1,15 |
| Ra 0,05 µm без ручной полировки | Да, MV-R | Да, U6 Heat | Нет | Да, CUT P550 |
| Облачный сервис без подписки | Да, iQ Care | Нет | Нет | Часть моделей |
Сравнение показывает, что по энергопотреблению Mitsubishi занимает лидирующую позицию, а бесплатная система iQ Care Remote позволяет российским цехам контролировать флот станков без дополнительных платежей. Это особенно актуально для предприятий, переходящих на непрерывную работу в три смены.
До внедрения станков Mitsubishi инженеры часто опасаются, что потребуется сложная адаптация CAM-постпроцессоров. Однако посты для PowerMill, NX CAM и SprutCAM поставляются на русском языке и включают расширенные циклы пробивки начальных отверстий и 4-осевой конусной резки. Подключение к отечественным системам мониторинга, таким как «ЛОЦМАН:МЕС», выполняется через протокол OPC UA, который поддерживается контроллером M800 без внешних шлюзов.
Mitsubishi Electric укрепила позицию на российском рынке благодаря высокой энергоэффективности, микронной точности и простому сервису, не требующему привлечения сторонних специалистов. Эти качества делают оборудование выгодным для серийных заводов-подрядчиков, производителей пресс-форм, а также крупных автокомпонентных кластеров, где простой любого узла моментально отражается на обороте. Именно поэтому покупателями станков Mitsubishi становятся предприятия, ориентирующиеся на непрерывную работу и минимизацию операционных расходов, — от среднего инжинирингового центра до международного концерна с интегрированным производственным циклом.